

Измерительные инструменты Штангенциркуль
К измерительным инструментам относятся штангенциркуль, например ШЦТ-1, предназначенные для измерений наружных и внутренних размеров и глубины отверстий и пазов (рис. 1).
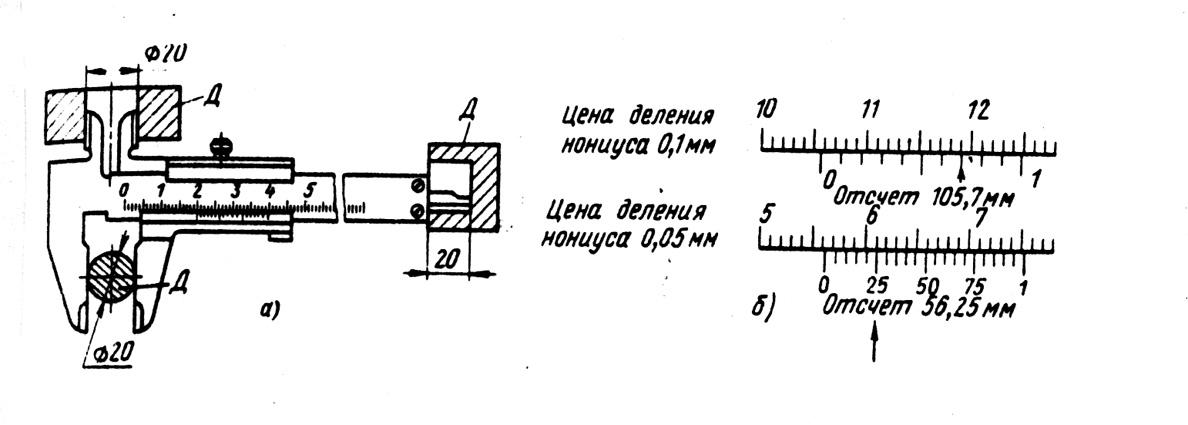
Рис. 1 Штангенциркуль (а), пример отсчета (б).
В штангенинструментах применяют отсчетное приспособление в виде линейки с основной шкалой, по которой перемещается линейка нониуса. Нониус позволяет отсчитывать дробные доли деления основной шкалы. Нониусы изготовляют с ценой делений 0,1 и 0,05 мм (см. рис. 1, б).
Нониус рассчитывает следующим образом. По заданной длине деления с основной шкалы, цене деления нониуса I, числуделений основной шкалы, соответствующему одному делению шкалы нониуса (модуль нониуса), определяют числоnделений нониуса, длину деленийbшкалы нониуса и длинуlшкалы нониуса:
![]()
Например, при i=0.1 мм,c=1 мм и=2 число деленийn=10, длина деленийb=1.9 мм и длина шкалыl=19 мм. Погрешность измерений штангенинструментом при измерении размеров от 1 до 500 мм составляет 50 – 200 мкм.
Штангенциркули выпускаются следующих трех типов: с двусторонним расположением губок для наружных и внутренних измерений и с линейкой для определения глубин (см. рис. 1, а) (цена делений нониуса составляет 0,1 мм); с двусторонним расположением губок для измерения и для разметки (цена деления нониуса 0,05 или 0,1 мм); с односторонними губками для наружных и внутренних измерений с ценой деления нониуса 0.05 или 0.1 мм.
Микрометр
Микрометрические измерительные инструменты основаны на использовании винтовой пары (винт – гайка), которая преобразовывает вращательное движение микровинта в поступательное. Цена деления таких инструментов – 0,01 мм. Микрометрические пары используются в конструкциях многих измерительных приборов.
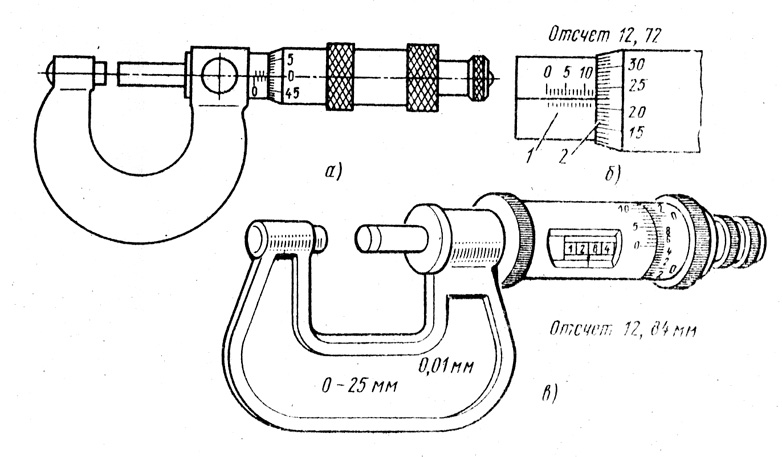
Рис. 2. Микрометр гладкий (а) и примеры отсчета (б и в).
Приборостроительные заводы выпускают
следующие микрометрические инструменты:
микрометры гладкие для измерения
наружных размеров (рис. 2); нутрометры
для определения внутренних размеров;
глубинометры, специальные микрометры
– листовые, трубные, зубометры, с
резьбовыми вставками и др. на измерительные
поверхности микрометров часто напаиваются
пластинки из твердого сплава, что
значительно повышает из износостойкость.
Измерительная сила у микрометра равна
500![]() 200
сН.
200
сН.
Отсчетное устройство микрометрических инструментов (рис. 2, б) состоит из двух шкал: продольной 1 и круговой 2. Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых относительно друг друга на 0.5 мм. Оба ряда штрихов образуют, таким образом, одну продольную шкалу с ценой деления, равной шагу винта 0.05 мм). Круговая шкала обычно имеет 50 делений (при шаге винта 0.5 мм). по продольной шкале отсчитывают целые миллиметры и 0.5 мм, по круговой шкале – десятые и сотые доли миллиметра. Выпускают микрометры с цифровым отсчетом результата измерения (рис. 2, в).
Погрешность измерения микрометрами
зависит от верхнего предела измерения
и может составлять от
![]() 3
мкм (для микрометров с диапазоном
измерения 0-25 мм) до
3
мкм (для микрометров с диапазоном
измерения 0-25 мм) до![]() 10
мкм (для микрометров с диапазоном
измерения 400-500 мм).
10
мкм (для микрометров с диапазоном
измерения 400-500 мм).
Приложение 6