

1.6 Краткие выводы
Таким образом, пневмотранспортировка сыпучих материалов нашло достаточно широкое применение в различных отраслях пищевой промышленности, так как позволяет транспортировать сыпучие материалы по сложной траектории, осуществлять забор материала из различных средств доставки и труднодоступных мест, выдачу его в различные точки.
Широкое разнообразие пневмотранспортных установок позволяет найти оптимальное решение для транспортировки сыпучих материалов, с наименьшими энергетическими затратами.
2 Теоретические исследования
2.1 Обоснование использования одного вентилятора и единой системы пневмопроводов для проведения загрузки, вентилирования и выгрузки сыпучих материалов в бункерах
Как было описано выше новая установка может быть использована для проведения трех технологических операций: загрузки, вентилирования и выгрузки сыпучих материалов. Поэтому необходимо показать, что производительность установки достаточна для проведения вышеперечисленных операций.
При
пневмотранспортировании сыпучих
операций скорость воздушного потока
принимают в пределах
 м/с, а диаметр материалопроводов
м/с, а диаметр материалопроводов м[2–5].
м[2–5].
Исходя
из этого, производительность будет
равна
 м3/ч.
м3/ч.
В
качестве одного из режимов параметров
процесса вентилирования принята удельная
подача воздуха
 ,
выраженная отношением количества
воздуха (производительности), проходящего
через насыпь за 1 час к количеству
вентилируемого материала в бункере[6].
,
выраженная отношением количества
воздуха (производительности), проходящего
через насыпь за 1 час к количеству
вентилируемого материала в бункере[6].
 (1|)
(1|)
где
 -
производительность, м3
/ час;
-
производительность, м3
/ час;
 -
масса вентилируемого материала, т.
-
масса вентилируемого материала, т.
Масса
материала, закладываемого на хранения
в серийно выпускные бункера равна
10-40т. Подставляя в выражение для
определения
 значение производительности
значение производительности ,
потребной для пневмотранспортирования,
и массу вентилируемого материала
,
потребной для пневмотранспортирования,
и массу вентилируемого материала ,
получим удельные подачи воздуха
,
получим удельные подачи воздуха =56 - 180 м3
/ (ч
=56 - 180 м3
/ (ч т).
т).
Режимы вентилирования должны обеспечивать эффективное снижение температуры, предупреждать и устранять очаги самосогревания.
Удельные
подачи воздуха в основном зависят от
типа материала и его влажности. Так при
влажности зерна пшеницы, ржи, ячменя,
овса и т.д., равной 16%, минимальная подача
воздуха равна 30 м 3
/ (ч т),
при влажности 18% - 40 м3
/ (ч
т),
при влажности 18% - 40 м3
/ (ч т),
при 26% - 60 м3
/ (ч
т),
при 26% - 60 м3
/ (ч т).
При наличии застойных зон в вентилируемой
насыпи удельные подачи должны быть
увеличены [6].
т).
При наличии застойных зон в вентилируемой
насыпи удельные подачи должны быть
увеличены [6].
Сравнивая
удельные подачи воздуха при
пневмотранспортировании, равные 56-180
м3/(ч т),
с удельными подачами для проведения
активного вентилирования, равными
30-60 м3
/ (ч
т),
с удельными подачами для проведения
активного вентилирования, равными
30-60 м3
/ (ч т)
видим, что они сопоставимы и даже
превышают подачи для вентилирования.
т)
видим, что они сопоставимы и даже
превышают подачи для вентилирования.
Поэтому можно утверждать, что предложенная установка будет эффективно работать при проведении процессов загрузки, вентилирования и выгрузки сыпучих материалов.
2.2 Способы регулировки производительности загрузки бункера
Определим, как изменяется производительность загрузки в зависимости от высоты подъема материала.
Принимаем в начальный период загрузки высоту подъема материала равной нулю. Тогда потери давления (Нпт) в нагнетающей пневмотранспортной установке при транспортировании сыпучих материалов (см. рисунок 18) будут меньше потерь давления при традиционной схеме загрузки материала в бункер (см. рисунок 15) на величину потерь давления от трения при движении аэросмеси в прямолинейном вертикальном участке материалопровода (Нтр.в) и потерь давления на подъем материала по вертикали (Нпод.). Используя известные методики расчета пневмотранспортных установок [1], можно определить значение производительности в начальный период загрузки по следующей формуле
Gнач.=
 ,
(1)
,
(1)
где Нпт – потери давления в пневмотранспортной установке, Па;
ζпр – коэффициент, зависящий от типа приемного устройства;
ρ – плотность воздуха, кг/м3;
υ – скорость воздуха, м/с;
Нч – потери давления от трения при движении в материалопроводе чистого воздуха, Па;
Нотв.ч – потери давления в отводе при движении чистого воздуха, Па;
Q- расчетный расход воздуха в материалопроводе, м3/ч;
i – потери давления на сообщение скорости продукту при G=1т/ч, Па;
Кг – экспериментальный коэффициент при движении аэросмеси в горизонтальном материалопроводе;
Котв. – коэффициент сопротивления при движении продукта в отводе;
Δу – коэффициент, зависящий от величины центрального угла отвода, отношения радиуса отвода к диаметру материалопровода и длины прямолинейного участка за отводом.
Проведенные нами теоретические исследования позволили построить график изменения производительности загрузки бункера в зависимости от высоты подъема материала (рисунок 20). Из графика видно, что производительность загрузки при максимальной высоте подъема материала (h = 20 м) составляет (Gкон=10 т/ч), а в начальный период загрузки составляет (Gнач=20 т/ч), что согласуется с проведенными ранее исследованиями [3–4], причем, чем выше высота подъема материала, тем больше разница производительности в начальный и в конечный период загрузки.

Рисунок 20 – Изменение производительности загрузки в зависимости от высоты подъема материала
Производительность (Gшл) барабанного шлюзового затвора определяем по формуле
 Gшл
= kзVρvnр
,
(2)
Gшл
= kзVρvnр
,
(2)
где kз – коэффициент заполнения ячеек ротора шлюзового затвора, м2;
V – емкость всех ячеек ротора шлюзового затвора, м3;
ρv – плотность материала, кг/м3;
nр – частота вращения ротора, об/с.
В связи с тем, что с увеличением частоты вращения ротора значение коэффициента заполнения ячеек уменьшается, а утечки (подсос) воздуха растут, оптимальной частотой вращения ротора, исходя из опыта эксплуатации, следует считать nр=0,3 – 0,7 об/с. При этом, коэффициент заполнения (kз) для зерновых материалов можно принимать равным 0,7 - 0,8.
Зная, как изменяется производительность загрузки в зависимости от величины подъема материала, легко определить изменение частоты вращения ротора шлюзового затвора (nр) в зависимости от изменения времени загрузки (τ).
В начальный период загрузки
nр.н
= ,
в конечный период загрузкиnр.к
=
,
в конечный период загрузкиnр.к
= ,
,
где Gнач. и Gкон.- начальное и конечное значение производительности.
Время загрузки бункера любой высоты снизу с помощью телескопического трубопровода всегда меньше времени загрузки этого же бункера традиционным способом сверху.

Рисунок 21 – Изменение частоты вращения ротора шлюзового затвора от времени загрузки
К примеру, масса материала, загружаемого в бункер, равна 20 т.
Производительность в начальный период загрузки путем расчетов по формуле 1 получилась равной Gнач = 20 т/час, а в конечный период загрузки – Gкон = 10 т/ч.
Тогда, исходя из формулы 2, частота вращения ротора шлюзового затвора (np) изменяется от 0,6 об/с до 0,3 об/с за среднее время загрузки τср. =1,5 часа. Изменение частоты вращения ротора (np) от времени загрузки (τ) показано на рисунке 6.
Оно описывается линейным уравнением вида
np= – 0,2τ + np.нач, (3)
где nр.нач – частота вращения ротора шлюзового затвора в начальный период загрузки, об/с;
τ – время загрузки, ч.
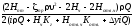
Iв — ток обмотки возбуждения; Iя —.ток якоря. U — напряжение питания; Еа — противо-ЭДС.
Рисунок 22 – электрическая схема регулировки частоты вращения шлюзового затвора
Таким образом, время загрузки бункера любой высоты снизу с помощью телескопического трубопровода всегда меньше времени загрузки этого же бункера традиционным способом сверху.
Эффективное регулирование производительности загрузки путем изменения частоты вращения шлюзового затвора можно осуществить с помощью предложенной нами электрической схемы (рисунок 22).
Частота вращения определяется по следующей формуле:
 (4)
(4)
Из приведенного уравнения (4) следует, что регулировать частоту вращения электродвигателя постоянного тока можно изменением:
подводимого к электродвигателю напряжения U;
сопротивления цепи якоря Rя (сопротивления регулировочного реостата Rрег);
магнитного потока Ф.
Примем регулирование частоты вращения изменением сопротивления цепи якоря.
Подставив в (4) выражение тока якоря
Iя= ,(5)
,(5)
получим следующее соотношение
 ,
(6)
,
(6)
где Се, Ст – коэффициенты, величины которых постоянны для данной машины;
Rоя — собственное сопротивление обмотки якоря.
Обозначив
 =nо,
=nо,
 = Δn,
уравнение
(6) примет вид
= Δn,
уравнение
(6) примет вид
 ,
(7)
,
(7)
где no – частота вращения идеального холостого хода (М = 0);
Δn – изменение частоты вращения, вызванное действием нагрузки, т.е. моментом
М = М2 + М0.( М0. – момент холостого хода, М2 – противодействующий момент, создаваемый механизмом, который приводится в движение данным двигателем).
Соотношения (6) – (7) объясняют механизм регулирования частоты вращения: при увеличении регулировочного сопротивления Rрег частота no остается постоянной, а изменение частоты вращения Δn увеличивается. Увеличение Δn при неизменной частоте no приводит согласно (7) к уменьшению частоты вращения n.