

1_и_2_лекция
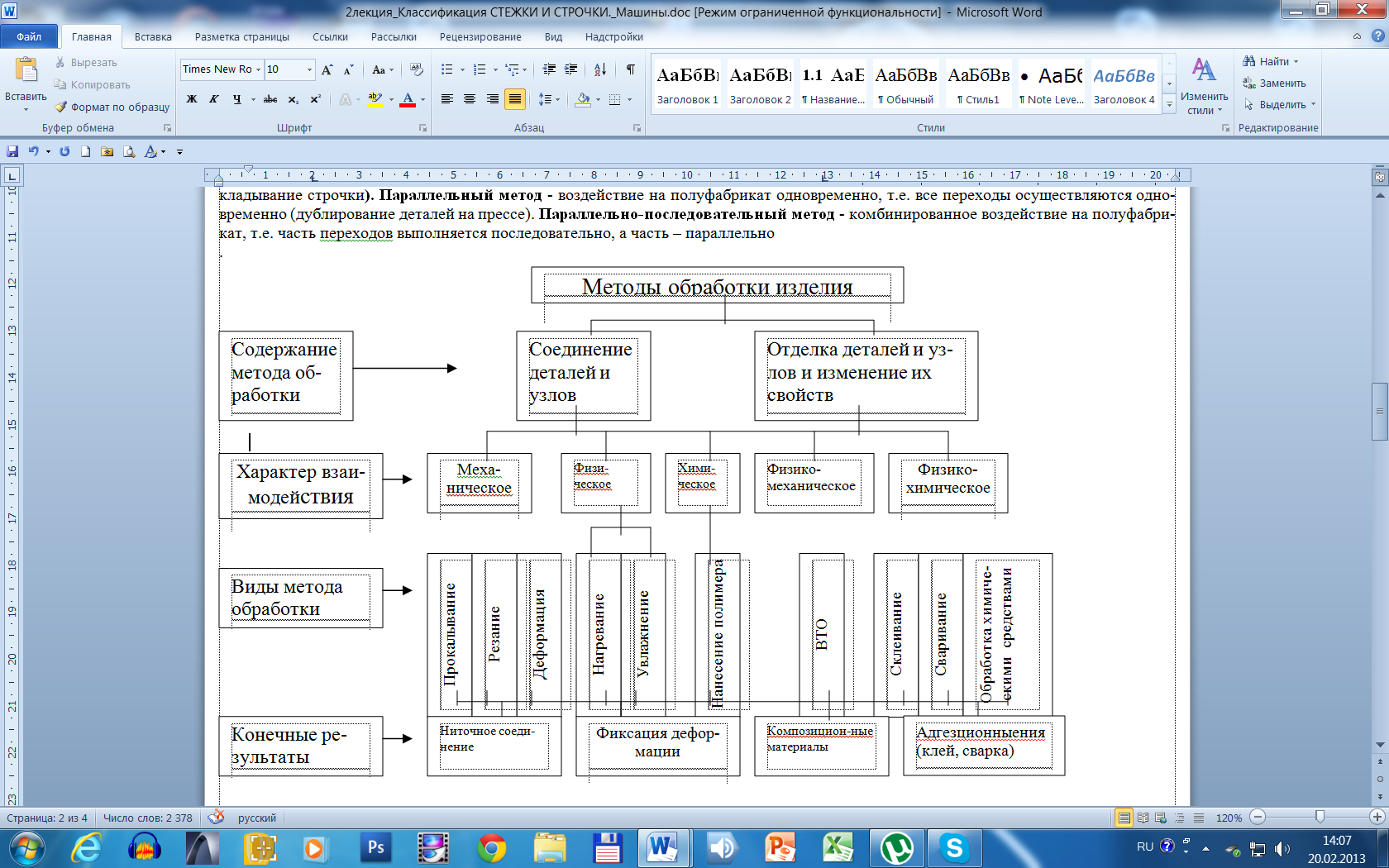
..docОСНОВНЫЕ НАПРАВЛЕНИЯ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШВЕЙНЫХ ИЗДЕЛИЙ: разработка и внедрение трудосберегающей технологии на основе: широкого использования прогрессивных параллельных и параллельно-последовательных методов обработки; использования мало операционной технологии; использования непрерывной технологии. внедрение материалосберегающей технологии на основе:изыскания и внедрения оптимальных методов обработки в соответствии со свойствами применяемых материалов; унификации технологических процессов и использовании нормативно-технической документации. внедрение ресурсосберегающей технологии на основе: широкого использования клеевых методов соединения;широкого использования методов сварки. Одним из путей развития трудосберегающей технологии является широкое использование прогрессивных методов обработки – параллельного и параллельно-последовательного. Метод обработки – это механическое, физическое, химическое, физико-механическое и физико-химическое воздействие инструмента на полуфабрикат для обеспечения соединения, деформации деталей и узлов изделий. Методы обработки бывают последовательными, последовательно-параллельными и параллельными. Последовательный метод - воздействие инструмента на полуфабрикат последовательно, т.е. все переходы выполняются последовательно (прокладывание строчки). Параллельный метод - воздействие на полуфабрикат одновременно, т.е. все переходы осуществляются одновременно (дублирование деталей на прессе). Параллельно-последовательный метод - комбинированное воздействие на полуфабрикат, т.е. часть переходов выполняется последовательно, а часть – параллельно
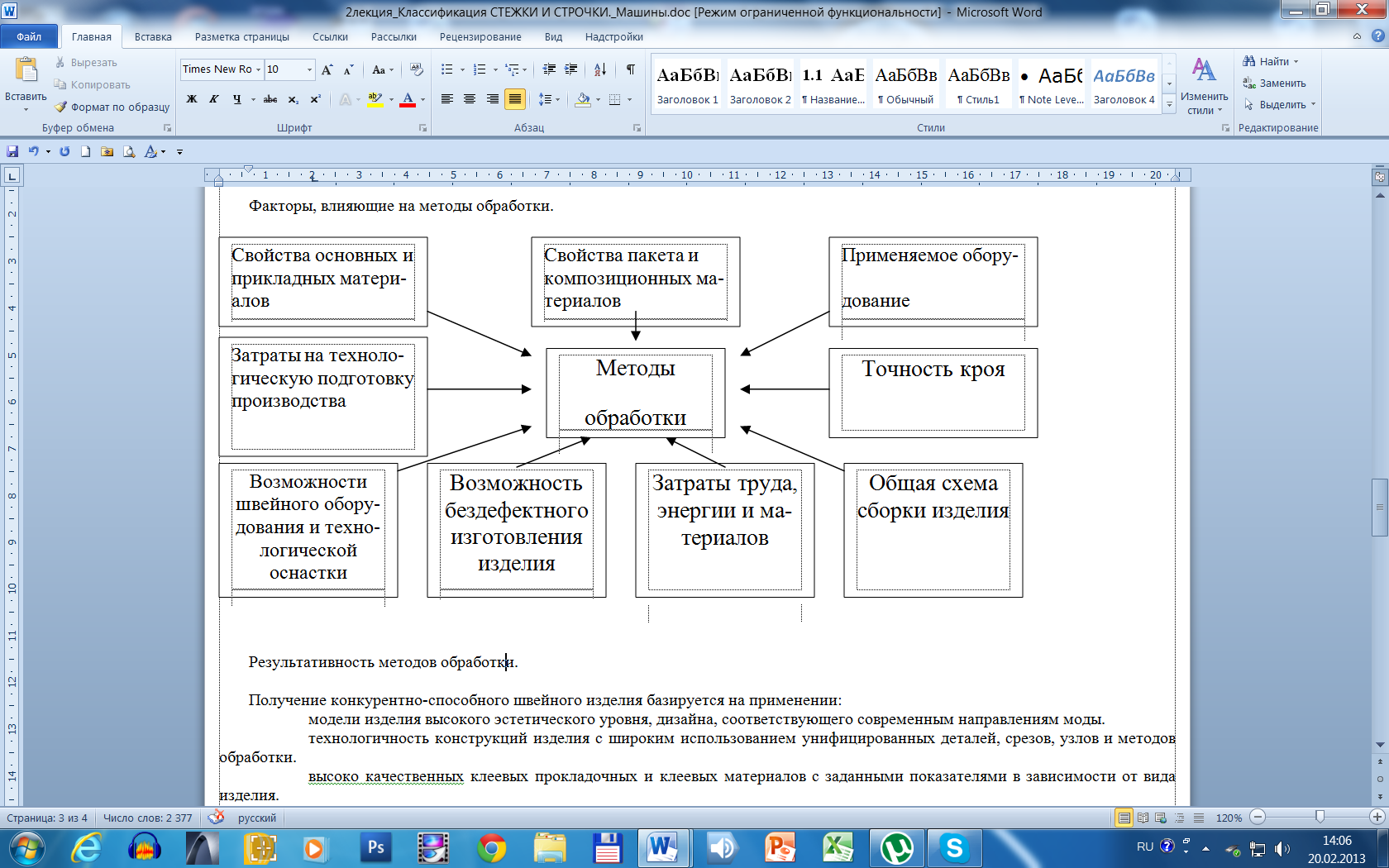
Факторы, влияющие на методы обработки
Результативность методов обработки. Получение конкурентно-способного швейного изделия базируется на применении: модели изделия высокого эстетического уровня, дизайна, соответствующего современным направлениям моды. технологичность конструкций изделия с широким использованием унифицированных деталей, срезов, узлов и методов обработки. высоко качественных клеевых прокладочных и клеевых материалов с заданными показателями в зависимости от вида изделия. рационального пакета материалов, обеспечивающих необходимые эстетические и гигиенические требования к изделию. рациональных способов и регламентируемых режимов обработки, и сборка деталей и узлов, позволяющих изготавливать изделие за минимальное количество операций с экономией трудовых, материальных и энергетических ресурсов. высоко производительного оборудования, оснащённого средствами автоматизации для выполнения вспомогательных операций (обрезка ниток, фиксация игл в заданном положении, подъём и опускание лапки).
Малооперационная технология (МОТ) – это технология, основанная на выполнении комплекса операций за один проход, т.е. основанная на выполнении двух и более технологических операций одновременно. Например: стачивание и обмётывание; прокладывание двух параллельных строчек; стачивание с одновременной посадкой; стачивание, разрезание и вывёртывание и т.д. МОТ будет развиваться на базе: Использования высокопроизводительного оборудования общего назначения, оснащённого приспособлениями и средствами автоматизации, например: машина, оснащённая приспособлением может выполнять пояса, бретели, погоны и другие детали без вывёртывания; обрабатывать срезы деталей косой бейкой, настрачивать обтачки на срезы деталей низа рукавов, горловины, кармана. Использования спец оборудования, например: прокладывание двух параллельных строчек; стачивание и обмётывание; стачивание с одновременной посадкой (втачивание рукава); стачивание с одновременной окантовкой карманов. Использования специальных полуавтоматов, например: – стачивание вытачек – обработка шлёвок; – обработка прорезного кармана в рамку. Другая направленность мало операционной технологии это использование базовых полуавтоматов, которые со сменой оснастки позволяют выполнять несколько операций, например выполнять клапаны мужских пальто и костюма, воротники женских платьев, манжеты мужских сорочек; позволяет выполнять прямо строчные строчки, Г-образные строчки, прямоугольные строчки и строчки сложной конфигурации. Такое направление работ позволит увеличить удельный вес полуавтоматического оборудования в технологическом процессе изготовления изделий и тем самым снизить трудовые затраты на изготовление изделия.
Непрерывная технология. Перспективным направлением в развитии трудосберегающей технологии является непрерывная технология. Непрерывная технология основана на методе питания технологического процесса из рулона, т.е. основана на подаче непрерывной лентой полуфабриката в рабочую зону шьющего механизма из рулона. Она позволяет сократить затраты времени на монтажно-переместительные приёмы работы и повысить производительность труда.Последовательность выполнения непрерывной технологии зависит от вида изделия, например при изготовлении простыней, наволочек, носовых платков материал подаётся к шьющему механизму из рулона на обработку, а затем разрезается на детали нужных размеров. При изготовлении свитеров, сорочек, материал из рулона подаётся на раскрой деталей по контуру, затем совмещение деталей и их обработка.
Обработка подкладки кармана мужского пальто по непрерывной технологии. разрезание рулона ткани, намотанного на картонные гильзы настрачивание подзора на заготовку одной половины подкладки кармана при подаче заготовки подкладки с гильзы, расположенной под платформой машины, и подзора из рулона, поступающего с кронштейна, расположенного на платформе машины стачивание по низу заготовки двух половинок подкладки карманов при подаче заготовки с настрочным подзором из бункера, а заготовки без подзора из рулона. стачивание двух прилегающих боковых сторон, последовательно расположенных в заготовке подкладок карманов с одновременным разрезанием ткани между строчками на двух игольной машине с ножом между игами. Оборудование: одно игольная машина двух ниточного цепного стежка, предназначенная для настрачивания подзора на заготовку подкладки и стачивания двух половинок подкладки по нижнему срезу карманов. двух игольная машина 1052 класса, предназначенная для стачивания боковых сторон подкладки кармана и отрезания готовой подкладки от заготовки.
Материалосберегающая технология – это один из важнейших факторов снижения себестоимости изготовления изделия.Стоимость материалов в себестоимости изделия составляет 70 – 80 %. При разработке моделей необходимо обеспечить материалосбережение в следующих направлениях: использование унифицированных деталей, срезов деталей, что позволит использовать полуавтоматическое оборудование и тем самым обеспечит высокое качество. использование унифицированных соединений. создание формы конструктивным путём. создание рационального пакета одежды. использование прогрессивных методов обработки.
Ресурсосберегающая технология развивается в направлении разработок клеевой технологии и сварных методов соединения. Клеевая технология: дублирования при использовании термоклеевых прокладочных материалов узко дифференцируемого назначения для пальто, костюмов, платьев и сорочек. использования термоклеевых материалов целевого назначения: клеевые плёнки, клеевая нить, клеевая паутинка, клеевая паста, клеевой порошок. Первое направление заключается в том, что в зависимости от вида изделия используются прокладочные материалы соответствующих физических свойств. Например: для пальто (женских, мужских, для мальчиков и девочек) используют прокладочные материалы хлопчатобумажные и смешанные с порошковым покрытием с подворсовкой. Для костюмов (женских и мужских) используют многозональные бортовые прокладки , которые включают 3 зоны, отличающиеся сырьевым составом, повышенной плотностью и жёсткостью: наибольшая жёсткость и плотность в плечевом поясе, уменьшенные жёсткость и плотность в переходной зоне, сниженные жёсткость и плотность в мягкой зоне нижней части подборта. Многозональные бортовые прокладки обеспечивают однослойный пакет. Также для данного ассортимента используют трикотажные полотна с повышенной упругостью в направлении петельных рядов. Для платьевой группы используют трикотажные полотна с капроновой нитью и нетканые материалы – прокламелин. В зависимости от физико-механических свойств материалов используются трикотажные полотна с капроновой нитью с подворсовкой и прокламелин. Для сорочек мужских используют хлопчатобумажные ткани со сплошным клеевым покрытием. Для мелких деталей – нетканые материалы, прокламелин. Дублирование позволяет: использовать прогрессивные методы обработки повысить производительность труда обеспечить качество изделий улучшить эксплуатационные свойства изделий, обеспечить формоустойчивость. В основном применяется фронтальное дублирование. Дублирование производят до обработки вытачек, рельефов и прочих соединений. Дублируются полочки, подборта, воротники, кокетки и другие детали в зависимости от модели. Второе направление. Использование клеевой плёнки ПКО-104 (эпокиметилполиамидная плёнка) для прикрепления аппликаций. Использование клеевой нити и паутинки для закрепления обрезных краёв деталей, т.е. для закрепления обрезных краёв бортов, низа изделия, рукавов, внутреннего среза подборта. Закрепление производится в два этапа: соединение клеевой паутинки со срезами деталей прессование, которое обеспечивает закрепление обрезных краёв. Клеевой порошок наносится на прокладочные материалы различной дисперсности в зависимости от вида изделия. Например: клеевой порошок дисперсностью 0,4 мм наносится на прокладочные материалы, используемые для чисто шерстяных материалов, дисперсностью 0,8 мм наносится на прокладочные материалы для изделий из грубосуконных тканей. Клеевая паста наносится путём прямой стабилизации непосредственно на основной материал. Нанесение пасты производят по зонам: в плечевой зоне толщина нанесения 1 мм, в переходной – 0,7 мм, в нижней части подборта – 0,5 мм.