

За схемой «тандем»
Рисунок 9.1- Выявления несуцільностей в сварных соединениях
Изготовленных по технологии электрошлаковой сварки
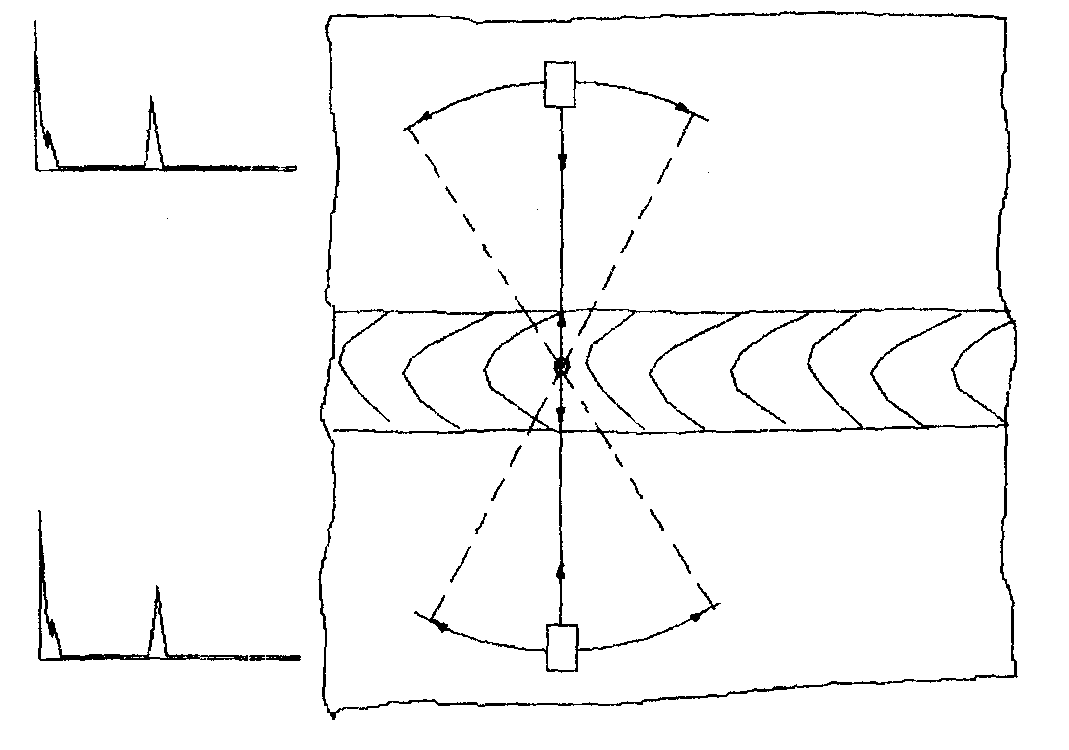
Рисунок 9.2 - Выявление шлаковых включений и пор
Скопление пор характеризуется появлением группы лунасигналів, что изменяют свое расположение и величину на экране дефектоскопа при небольших перемещениях преобразователя.
Рыхлость характеризуется появлением широкого лунасигналу неопределенной формы (рисунок 9.3).
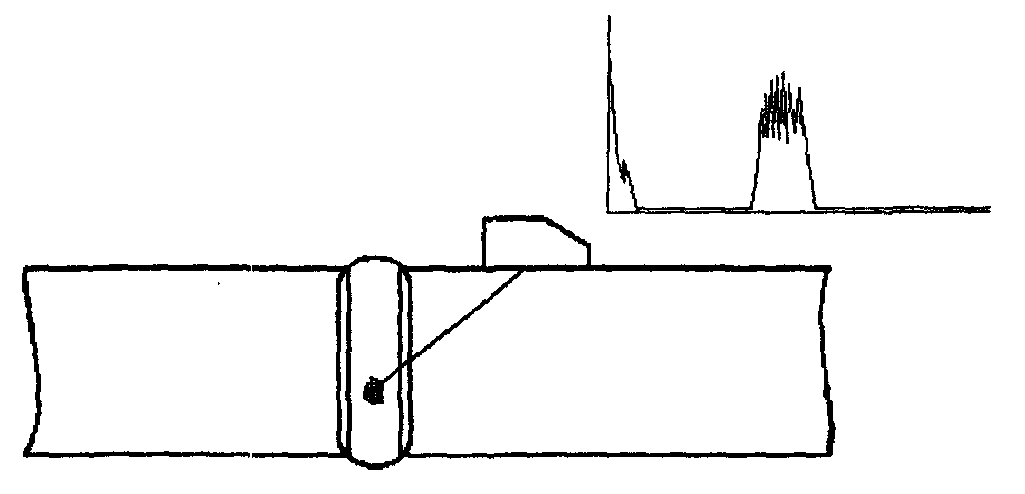
Рисунок 9.3 - Выявление рыхлости в сварных соединениях
9.2.6 В сварных соединениях, изготовленных многопроходным сваркам, что являются наиболее распространенной технологией, часто оказывается нецельность типа непровар (несплавка) в корне Х-подобного шва. Эта нецельность характеризуется теми же признаками, что и трещины в электрошлаковых сварных соединениях.
9.2.7 Контроль продольных сварных соединений осуществляется путем сканирования поперек обечайки из внешней или внутренней поверхности.
Настройка глубиномера, уровней чувствительности и оценку координат несуцільностей при контроле продольного сварного соединения выполняется так, как и для кольцевого сварного соединения.
9.2.8 Качество сварных соединений оценивается за такими критериями:
а) балл 1 - измеряемые характеристики несуцільностей или их количество больше, а коэффициент формы меньше значений, приведенных в таблице 6.2.
б) балл 2 - измеряемые характеристики несуцільностей равняется или меньше, а коэффициент формы равняется или больше значений, приведенных в таблице 6.2.
10 Ультразвуковой контроль сварных соединений металоконструкций
10.1 Общие требования
10.1.1 Этот подраздел содержит методики ручного УЗК сварных соединений из углеродных и низьколегованих сталей:
а) стыковых соединений плоских элементов с толщиной стенки 4-40 мм;
б) угловых и клейм соединений листовых конструкций с толщиной стенки 6-40 мм
10.1.2 Методика распространяется на доступные для контроля стыковые, угловые и клейма сварные соединения, выполненные всеми видами автоматической, полуавтоматической сварки и ручной електродугового сварки. Доступными для контроля следует считать сварные соединения, конструкция которых позволяет перемещать преобразователя в границах, что обеспечивают УЗК всего пересечения сварного соединения.
10.1.3 Методика УЗК обеспечивает выявление в сварных соединениях трещин, непроварів, несплавок, шлаковых включений и газовых пор с эквивалентной площадью не меньше нормативных величин несуцільностей с определением их количества, координат расположения и условной длины.
10.1.4 Во время контроля должны использоваться ультразвуковые импульсные дефектоскопы, что удовлетворяют требованиям этого НД.
Дефектоскопы должны быть укомплектованы типичными или специальными покатыми преобразователями с углом введения 50°, 65°, 70°, 74°.
В состав комплекта аппаратуры для измерения и проверки основных параметров дефектоскопов (вместе с преобразователями) и проведения контроля должен входить комплект СЗ и СЗП соответственно требованиям этого НД.