

Настройка часовой регуляции чувствительности (чрч)
Настройка чувствительности (усиление) выполняется посредством контрольных отражателей в СЗП с эквивалентной площадью, которая равняется браковщику.
Допускается настройка чувствительности по отражателям, эквивалентная площадь F которых отличается от регламентированного уровня F0. При этом осуществляется соответствующая коррекция чувствительности на величину ДA:
ДA
= 20 **![]() ,
дБ
,
дБ
где величина ЛА должна не превышать 12 дБ.
При настройке ЧРЧ необходимо применять схему получения опорных импульсов и методические приемы настройки, рекомендованные изготовителем дефектоскопа.
В случае, если отношение амплитуд эхо-сигналов от отражателей, находится в пределах диапазона контроля ДA?3 дБ, настройка системы ЧРЧ не обязательна.
Если отношение амплитуд эхо-сигналов от отражателей, находится в пределах 3 дБ < ДA ? 6 дБ, допускается настройка системы ЧРЧ в пределах всего диапазона контроля за линейной зависимостью: по двум контрольным отражателям, расположенным на границях диапазона контроля по толщине.
Если ДA?6 дБ, настройка ЧРЧ осуществляется как минимум по трем точкам, расположенным на границях и в середине диапазона контроля.
В случае, если динамический диапазон ЧРЧ недостаточный для выравнивания чувствительности во всем диапазоне контроля (во время контроля изделий большой толщины, с высоким затуханием ультразвуковых колебаний), рекомендуется применение послойного контроля.
считается настроенным, если погрешность измерения отражателей, что находятся на разных глубинах во всем диапазоне настройки с эквивалентной площадью, ровной браковщику, составляет ±2 дБ. При этом отражателе должны располагаться один от другого на таком расстоянии, чтоб максимальные сигналы от них не отличались больше чем на 4 дБ.
Добавление л
к п. 5.6.7 нормативного документа Минтопливэнерго
Украины «Ультразвуковой контроль сварных
соединений элементов котлов, трубопроводов и посудин»
Методика ультразвукового контроля подповерхностной зоны сварных соединений главными волнами
Эта методика определяет порядок проведения УЗК сварных соединений элементов толщиной ЗО мм и больше с целью выявления дефектов в поверхностном слое соединения. Контроль осуществляется главными ультразвуковыми волнами.
Метод контроля (рисунок Л.1) заключается в следующем:
а) преобразователь / с углом призмы, который равняется критическому, возбуждает в металле продольно-поверхностную волну 2;
б) волна 2 распространяется в изделии и при встрече с акустическим препятствием (несу цельностью) 3 отбивается от нее - волна 4;
в) волну 4, при распространении вдоль поверхности изделия, регистрирует приемник 5.
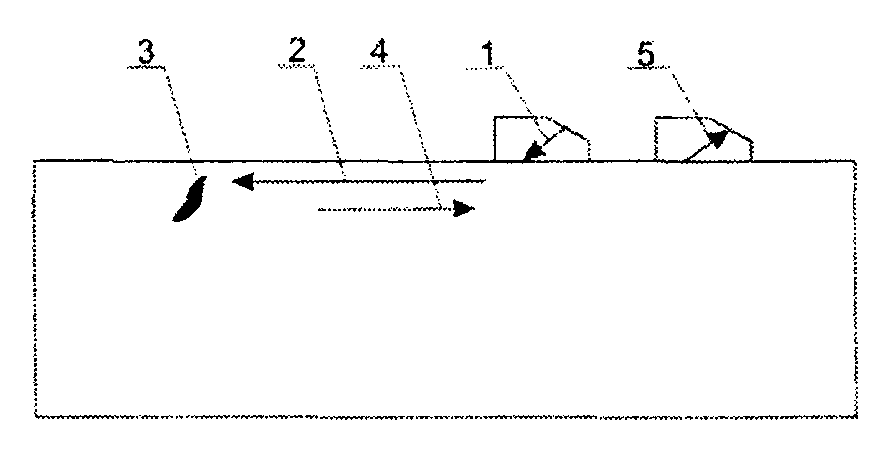
Рисунок Л.1 - Способ ультразвукового контроля главными волнами
Контроль осуществляется дефектоскопами любого типа. Преобразователи включаются по раздельной схеме.
Настройки скорости развертки делают по отражению главных волн от свободного прямого двугранного угла изделия или СЗП.
СЗП изготовляют из металла, идентичного металла контролируемого изделия. Качество поверхности образца должно быть не хуже чем К2=40 мкм. Размер образца приведен на рисунку Л.2.
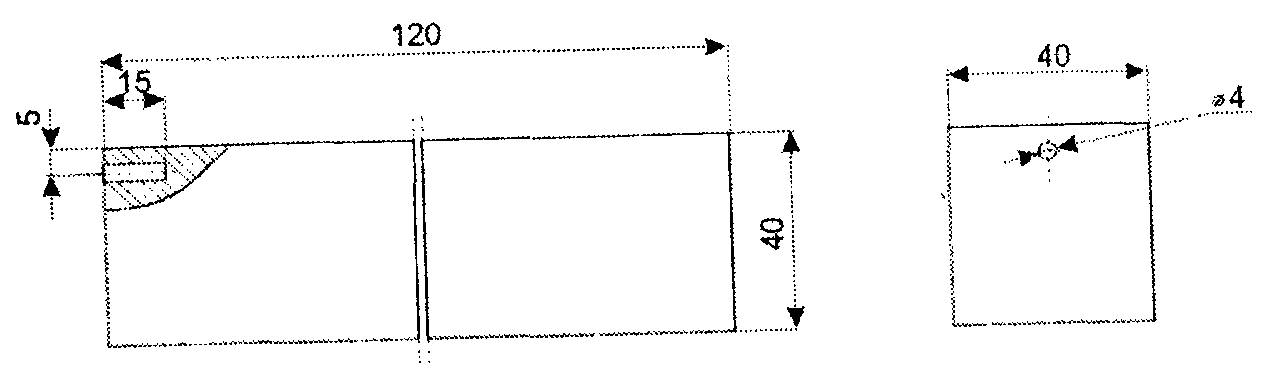
Рисунок Л.2 - Стандартный образец предприятия для контроля
сварных соединений главными волнами.
Настройку скорости развертки следует выполнять в такой последовательности:
а) преобразователя устанавливают на СЗП таким образом, чтоб его передняя грань совпадала с плоскостью торца образца. Чувствительность дефектоскопа увеличивают к появлению на экране эхо-сигнала от торца образца. При этом отбитый сигнал должен «прощупуватися» пальцем, смоченным
контактной жидкостью на глубине 5-10 мм;
б) суміщують передний фронт строб-импульса с передним фронтом эхо-сигнала (рисунок Л.З);
в) перемещают преобразователя на расстояние, которое равняется ширине усиления сварного соединения, и суміщують задний фронт строб-импульса с задним фронтом эхо-импульса от торца (рисунок Л.З). Эхо-сигнал во время перемещения преобразователя следует постоянно «прощупувати» пальцем;
г) растягивают развертку строб-импульса таким образом, чтоб его задний фронт был на расстоянии 15-20 мм от правого края экрана дефектоскопа.
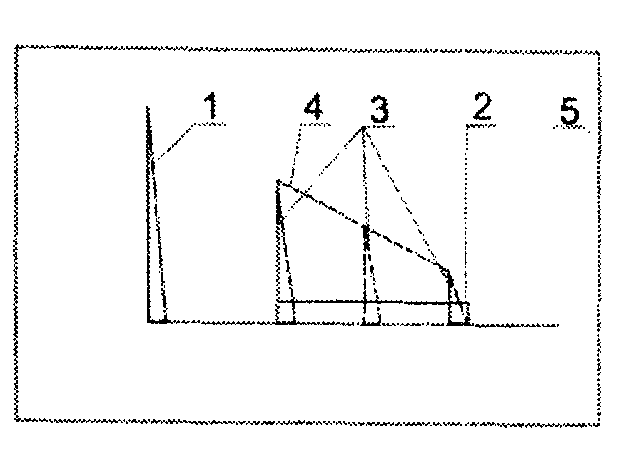
1 - зондирующий импульс; 2 - зона контроля (строб-импульс); 3 - импульсы
отбиты от плоскодонного отверстия в СЗП; 4 - уровень чувствительности контроля;
5 - границя екрана дефектоскопу
Рисунок Л.З - Схема настройки чувствительности и скорости
развертки во время контроля главными волнами
Настройку ЧРЧ осуществляют по отверстию с плоским дном, изготовленному в СЗП согласно с рисунком Л.2.
Настройка ЧРЧ выполняется следующим образом:
а) перемещая преобразователя по СЗП, устанавливают эхо-сигнал от плоскодонного отверстия в конце строб импульса;
б) регулятором усиления устанавливают необходимую высоту эхо-сигнала;
в) поисковый уровень чувствительности устанавливается на 12 дБ выше амплитуды сигнала от отверстия СЗП.
Контроль осуществляется путем перемещения преобразователя по поверхности сваренных элементов вдоль сварного соединения из двух сторон.
При сканировании перпендикулярно к оси (рисунок Л.4) преобразователя перемещают вдоль оси сварного соединения. При этом шаг сканирования не должен превышать половины диаметра п'єзопластини. Величина поперечного шагу сканирования (перпендикулярно к сварному соединению) должна быть 50 мм При перемещении преобразователя следует осуществлять его повороты относительно собственной оси на 15°.
Во время контролюі следует обеспечить постоянный акустический контакт преобразователя с поверхностью изделия.
Признаком нецельности является возникновение эхо-сигнала в пределах строб-импульсу.
Оценку нецельности выполняют следующим образом:
а) при выявлении нецельности устанавливают высоту эхо-сигнала над линией развертки на верхнюю горизонталь ну линию екрана и фиксируют место его расположения на экране дефектоскопа;
б) устанавливают эхо-сигнал от плоскодонного отверстия в СЗП в зафиксированную точку развертки и сравнивают его амплитуду с амплитудой эхо-сигнала от нецельности;
в) нецельность является недопустимой (балл 1), если амплитуда эхо-сигнала от нее превышает амплитуду эхо сигнала от плоскодонного отверстия в СЗП.
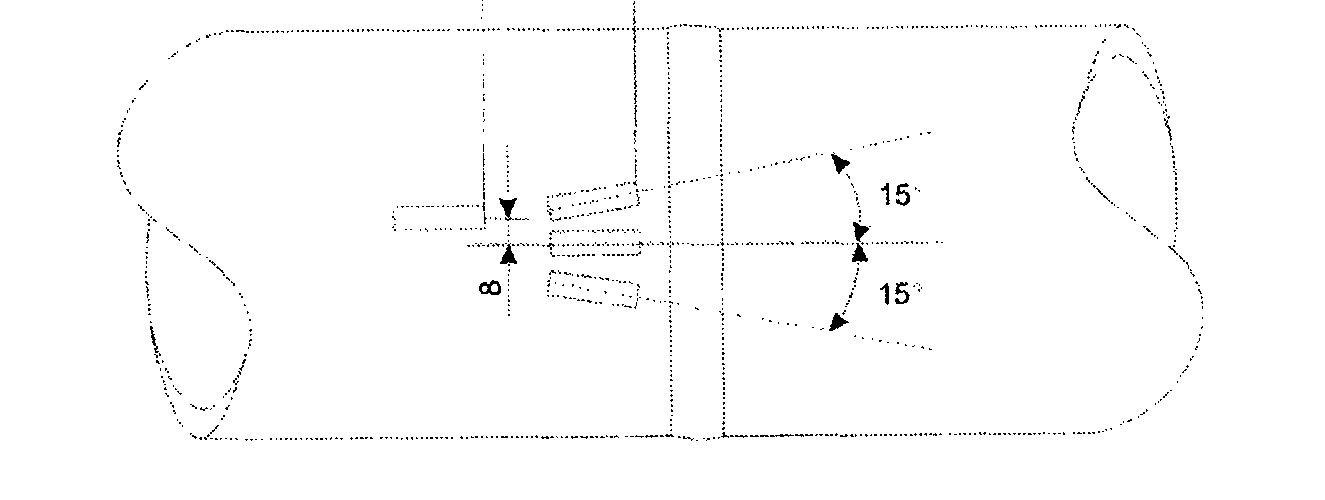
Рисунок Л. 4 - Схема перемещения преобразователя по поверхности
сваренных элементов
Добавление М
к п.5.9.4 нормативному документу Минтопливэнерго
Украины «Ультразвуковой контроль сварных
соединений элементов котлов, трубопроводов и посудин»