

Сварка
.pdfОн заключается в озвучивании изделия короткими импульсами ультразвука и регистрации эхо-сигналов, отраженных от дефекта к приемнику. Признаком дефекта является появление эхо-сигнала на экране дефектоскопа. Проникновение ультразвуковых колебаний в контролируемом изделии происходит тогда, когда удаляется воздух, находящийся между контактирующими поверхностями излучателя и изделия. С этой целью устанавливают акустический контакт между излучателем и изделием, который достигается нанесением на поверхность контролируемого изделия слоя минерального масла, солидола, глицерина и др.
Поиск дефектов в шве производят на несколько завышенной чувствительности путем продольно-поперечного перемещения преобразователя по всей контролируемой зоне сначала с одной стороны, а затем с другой (рисунок 6.2).
В процессе перемещения наклонный преобразователь необходимо непрерывно поворачивать вокруг своей оси на15° для того, чтобы обнаружить различно ориентированные дефекты.
Рисунок 6.2 – Перемещение искателя
воколошовной зоне при поиске дефекта
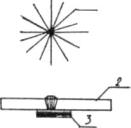
Внекоторых случаях ультразвуковой контроль целесообразно осуществлять теневым методом (рисунок 6.3).
Рисунок 6.3 – Схема ультразвукового контроля теневым методом
При теневом методе признаком дефекта является уменьшение амплитуды сигнала, прошедшего от излучателя к приемнику. Теневой метод позволяет использовать не импульсное, а непрерывное излучение.
При ультразвуковом контроле используются ультразвуковые импульсные дефектоскопы, укомплектованные набором наклонных искателей, стандартными (эталонными) образцами и вспомогательными устройствами. Ультразвуковой контроль сварных соединений выполняют в соответствии с ГОСТ 14782–86.
40
Основными преимуществами ультразвукового контроля являются: 1 Большая проникающая способность ультразвуковых волн;
2 Экономичность контроля (относительно низкая стоимость оборудования, быстрота контроля).
Недостатком ультразвукового контроля является ограниченное применение для изделий из аустенитной стали, чугуна и металла с крупным зерном, а также невозможность контроля сварных швов и соединений менее 4 мм толщиной. Широкое применение имеют дефектоскопы типов -7УЗДН, УЗД-60, УДМ-3, УДМ-Ш, ДУК-66ПМ, ДУК-13ИМ, УЗД-МВТУ и др.
4.2 Контроль сварных швов гаммаграфированием
Гамма-излучение образуется в результате распада ядер радиоактивных элементов (изотопов). В качестве источников γ-лучей для просвечивания могут применяться как естественные (уран, радий, торий), так и искусственные изотопы. Наибольшее применение находят искусственные изотопы: кобальт-60, тулий-170, иридий-192, цезий-137 и др. с периодом полураспада от 74 дней до 5 лет и с просвечиваемой толщиной металла (стали) от 1 до 200 мм и алюминия до 500 мм. Техника просвечивания γ-лучами аналогична технике просвечивания рентгеновскими лучами (рисунок 6.4).
Рисунок 6.4 – Схема просвечивания сварных швов γ-лучами:
1 – изотоп; 2 – изделие; 3 – кассета с пленкой
Просвечивание сварных швов производится в основном в ответственных конструкциях, ибо процесс этот очень трудоемкий, причем просвечиванию подлежит не более 5–10 % протяженности всех швов. В особо ответственных конструкциях просвечиванию подвергаются все швы.
Учитывая опасность γ-лучей для здоровья людей, изотоп хранится в толстостенном свинцовом контейнере, заключенном в металлический футляр с ручкой для его переноски. При работе ампулу с изотопом вынимают из контейнера щипцами, длиной не менее 1,5 м. При работе с γ-лучами, как и с рентгеновскими лучами, необходимо строго соблюдать правила техники безопасности.
5 Методические указания по выполнению работы
Работа выполняется индивидуально каждым студентом. Перед выполнением лабораторной работы необходимо ознакомиться с основными теоретическими сведениями и применяемым оборудованием. Ультразвуковой контроль
41
сварных образцов производится на натурных образцах. После выполнения проверки делается заключение о годности их к работе.
Ознакомление с методикой гаммаграфирования производится на макете, равно как и с устройством контейнера для хранения изотопов.
6 Содержание отчета
1 В отчете необходимо дать заключение о годности проверяемых деталей с эскизами образцов и простановкой необходимых размеров(длина, ширина, толщина) и др. В случае непригодности контролируемых деталей указать, что необходимо выполнить для исправления проверяемого узла.
2Дать схему контроля сварных швов гаммаграфированием.
3Подготовить устно ответы на контрольные вопросы.
7 Контрольные вопросы
1 Сущность контроля ультразвуком.
2 Как обеспечивается необходимый акустический контакт между щупом и изделием?
3 Назначение эталонов чувствительности.
4 Что указывает на наличие дефектов в сварных швах при контроле ультразвуком?
5 Преимущества и недостатки ультразвукового метода контроля. 6 Каким методом можно обнаружить непровар в сварном шве?
7 Каким методом можно обнаружить внутреннюю трещину cвapном
шве?
8 Что представляет из себя защитный контейнер для γ-лучей и каково его значение?
9 Сущность гаммаграфирования.
10В каких случаях сварные швы просвечивают γ-лучами?
11На чем основан метод контроля γ-лучами и для контроля каких толщин он целесообразен?
12Укажите естественные и искусственные радиоактивные вещества.
8 Литература
1Хренов К. К. Сварка, резка и пайка металлов. Изд. 4-е, стереотип. М. : Машиностроение, 1973. 408 с.
2Контроль качества сварки : учеб. пособие для машиностроительных вузов / под ред. В. Н. Волченко. М. : Машиностроение, 1975. 328 с.
42
Приложение А
ИНСТРУКЦИЯ по технике безопасности при выполнении лабораторных работ
влаборатории сварки
1Выполнять лабораторную работу разрешается только после проведения инструктажа.
2За невыполнение требований по технике безопасности студенты несут ответственность.
3Ручную электродуговую сварку выполнять только в головном уборе и спецодежде, которая должна быть плотно застегнута.
4Для защиты лица и глаз от лучистой энергии применять щитки, шлемы,
аот механических повреждений– предохранительные очки с прозрачными стеклами.
5Во время работы быть внимательным, не отвлекаться и не отвлекать
других.
6Не работать на неисправном оборудовании или неисправным инстру-
ментом.
7В перерывах в работе выключать оборудование.
8При работе в лаборатории ручной дуговой сварки включать общеобменную вентиляцию.
9Для предотвращения поражения электрическим током следить за тем, чтобы сварочные установки были надежно заземлены; не прикасаться к распределительным щитам, проводам силовой, осветительной сети или другим токоведущим частям. Осмотр, перемещение оборудования и устранение неисправностей его производить при выключенном рубильнике; для местного освещения пользоваться светильниками напряжением не выше36 В и переносными лампами 12 В.
10При работе на контактных машинах переключать ступени мощности только при выключенном рубильнике.
11Любой ремонт, исправление повреждений и наладку механики и контактных машин производить только при выключенном сетевом рубильнике.
12При контактной сварке для защиты от металлических искр иметь очки с бесцветными стеклами для защиты глаз. Кроме того, необходимо иметь брезентовый фартук и рукавицы для защиты рук.
43
Приложение Б
Образец оформления отчета
Федеральное агентство железнодорожного транспорта Федеральное государственное образовательное учреждение высшего профессионального образования
Уральский государственный университет путей сообщения
Кафедра «Технология машиностроения»
НАЗВАНИЕ ЛАБОРАТОРНОЙ РАБОТЫ
Отчет по лабораторной работе №
Принял: |
Выполнил: ст. гр. |
Екатеринбург
201_
44
ОЗНАКОМЛЕНИЕ С ОБОРУДОВАНИЕМ ДЛЯ ЭЛЕКТРОДУГОВЫХ И КОНТАКТНЫХ СПОСОБОВ СВАРКИ И ПРИНЦИПОМ ЕГО РАБОТЫ
Цель работы: Изучение оборудования для электродуговых и контактных способов сварки и принципа его работы.
1.Сущность ручной дуговой сварки и области ее применения.
2.Сущность автоматической сварки и области ее применения.
3.Сущность полуавтоматической сварки и области ее применения.
4.Сущность точечной сварки и области ее применения.
5.Сущность шовной сварки и области ее применения.
6.Сущность стыковой сварки и области ее применения.
45
Таблица Б.1 – Преимущества и недостатки механизированных способов сварки
|
Способ сварки |
Преимущества |
Недостатки |
|
|
|
|
1. |
Автоматическая сварка под флю- |
|
|
сом и в среде защитного газа |
|
|
|
2. |
Полуавтоматическая сварка под |
|
|
флюсом и в среде защитного газа |
|
|
|
3. |
Контактная сварка |
|
|
|
|
|
|
Подпись
Дата
46

Учебное издание
Волков Денис Владимирович Козлов Николай Алексеевич
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Методические указания к выполнению лабораторных работ по курсу «Оборудование и технология сварочного производства»
для студентов специальностей 190302 – «Вагоны», 270204 – «Строительство железных дорог, путь и путевое хозяйство»,
190303 – «Электрический транспорт железных дорог» всех форм обучения
Редактор Е. С. Шарипова
Подписано в печать 27.12.2010 г. Формат 60´84/16 Бумага офсетная. Усл. печ. л. 2,8
Тираж 200 экз. Заказ № 719
Издательство УрГУПС 620034, г. Екатеринбург, ул. Колмогорова, 66