

Мустафин Ф.М. - Сварка трубопроводов
.pdfКонсоль с направляющими |
Пульт управления гидравличе |
роликами и набором резцов |
ским приводом |
Зажимная
секция
Рис. 3.55. Станок для обработки кромок труб (схема) и форма разделки кромок

Рис. 3.56. Станок для обработки кромок труб (PFM):
а — в рабочем режиме; б -~ внешний вид
176
бождения радиальных консолей. Зажимные башмаки затем воз вращаются в исходное положение, и машина перемещается к сле дующему торцу трубы.
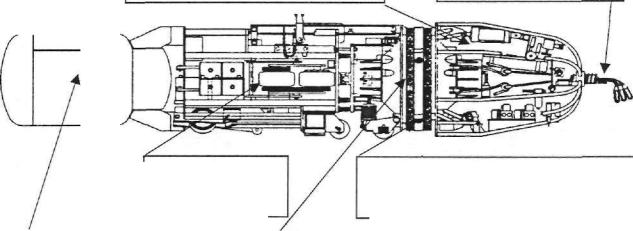
Внутренний центратор/сварочная станция (Internal Welder) (рис. 3.57, 3.58). Этот узел соединяет два конца трубы, фиксирует их и производит автоматическую сварку корня шва изнутри. Зажимная секция состоит из трех центрирующих элементов и двух наборов зажимных башмаков, все с пневматическим при водом. Сварочные головки расположены между двумя рядами за жимных башмаков таким образом, что в раздвинутом состоянии центрирующие элементы находятся в плоскости вращения сва рочных головок.
В процессе сборки внутренний центратор/сварочная станция точно устанавливается относительно торца трубы путем раздвижения всех трех центрирующих элементов и прижатия их к кром ке. Затем первый набор зажимных башмаков раздвигается внутри конца трубы и фиксирует машину на месте. Центрирующие эле менты затем возвращаются в исходное положение, и следующая секция трубы устанавливается на свое место с кромками, тесно прижатыми к первому концу трубы. Затем второй набор зажим ных башмаков раздвигается, завершая, таким образом, точную сборку стыка. После этого начинается сварка корня шва.
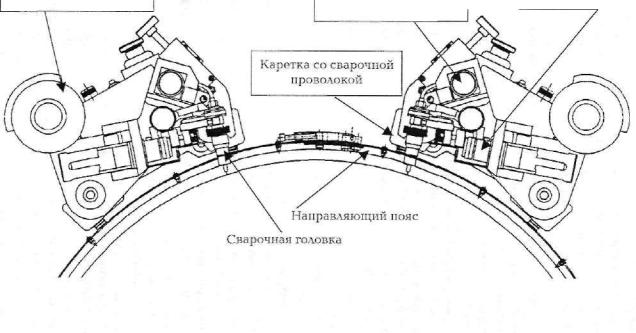
Сварочная секция машины состоит из 2-х, 4-х или 6-ти свароч ных головок, смонтированных симметрично относительно враща ющегося кольца, которое приводится в движение электрическим 24-вольтовым мотором. Для труб диаметром от 24 до 38 дюймов применяются 4 сварочные головки, для труб от 40 до 60 дюймов — 6 сварочных головок. Каждая сварочная головка включает катуш ку массой 1,47 кг со сварочной проволокой диаметром 0,9 мм, мо тор для подачи проволоки, сварочный наконечник и керамический конус для подачи защитного газа. Помимо этого, имеются два щит ка для защиты от сварочных брызг с целью предотвратить блоки ровку подачи газа и повреждение механических частей. В каче стве защитного газа применяется смесь 75 % Аг + 25 % С02 .
Скорость подачи проволоки обычно составляет около 9,14 м/мин, сварочные катушки требуют замены после выполнения 24 — 45 швов в зависимости от диаметра трубы.
В процессе сварки машина с 4-мя сварочными головками на чинает сварку двумя головками в позициях 1200 и З00, если смот-
12 Б-687 |
177 |
со
Головная секция. Включает |
Подключение к штанге |
|
с внешним |
||
элементы сварочной |
||
пультом управления |
||
и пневматической систем |
||
|
Средняя секция |
Кольцо с 4 — 8 сварочными головками для |
с элементами |
автоматической сварки корня шва |
пневмопривода |
изнутри трубы |
Ресивер со сжатым |
Зажимная секция. Включает элементы, |
воздухом |
обеспечивающие сборку и фиксацию |
|
стыка |
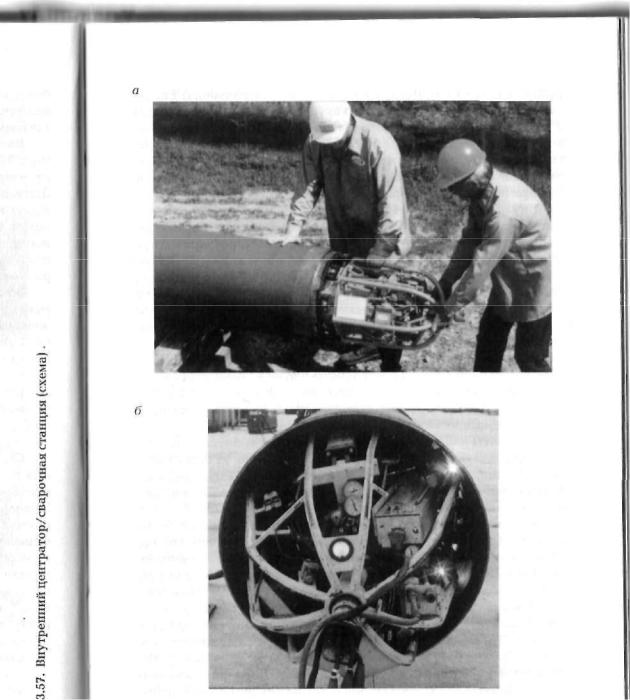
иРис. 3.58. Внутренний центратор/сварочная станция:
Он |
а — вид сверху; б — вид с торца трубы |
179
реть с открытого конца трубы. Эти головки производят сварку в направлении "сверху вниз" со скоростью 760 мм/мин до позиции З0 0 и б00 соответственно. Одновременно другие головки перемеща ются в позиции 1200 и 900. Когда первые две головки заканчивают сварку, вторые две начинают сварку с 1200 до 900 и с 90 0 до б00 соот ветственно. Процесс сварки на машине с шестью головками аналоги чен, причем три головки производят сварку одновременно.
Внутренним центратором/сварочной станцией управляют с контрольного блока на конце приводной штанги. Энергию для сварки и сжатый воздух также поставляют через приводную штангу. Энергия, необходимая для подачи проволоки и вращения головок, поступает от аккумуляторов, установленных непосред ственно на станции. Защитный газ также подают из баллонов, ус тановленных на сварочном тракторе. После завершения сварки корневого шва зажимные башмаки возвращаются в исходное по ложение и внутренний центратор/сварочная станция самостоя тельно перемещается внутри трубы и автоматически останавлива ется у открытого конца. При сварке на барже возможно примене ние приводной лебедки для увеличения скорости операции. При сварке на суше система перемещается при помощи электродвига теля, питаемого от аккумуляторных батарей.
Аппараты для наружной сварки (External Welders) (рис. 3.59, 3.60), использующиеся в системе CRC-Evans, могут быть в трех базовых конфигурациях: для сварки "горячего" прохода, заполня ющих слоев и облицовочного слоя. Аппараты различаются по ско рости сварки и форме наконечников.
Аппараты перемещаются по 120-мм ленте из пружинной ста ли, которая фиксируется на трубе перед началом сварки стыка. Лента размещается на расстоянии 95 мм от плоскости, в которой расположен корень разделки и устанавливается точно по окруж ности с помощью специального шаблона, который затем удаляется.
Каждый сварочный аппарат имеет три части: тележку для пе ремещения по трубе, контрольный пульт управления и сварочную секцию. Тележка состоит из шарнирного основания, которое может быть отрегулировано под конкретный диаметр трубы, 24-вольтового мотора с редуктором и эксцентрикового зажимно го механизма для установки аппарата на ленте. Помимо этого, имеются три ведомых и одно ведущее колесо с насечкой, которое прижимается к краю ленты и обеспечивает перемещение аппара-
180
та по окружности.
Контрольный пульт управления отвечает за электронный кон троль работы сварочного аппарата. Существуют четыре легко за меняемые электронные печатные платы для контроля скорости сварки, скорости подачи проволоки, частоты колебаний горелки и задержки выключения подачи проволоки и защитного газа. Реле задержки позволяет обеспечить подачу проволоки и защитного газа в течение некоторого времени после прекращения перемеще ния аппарата для заварки кратера в конце сварного шва. Для каж дой функции также существует отдельная кнопка на панели уп равления.
Сварочная секция аппарата состоит из сварочной горелки, мо тора подачи проволоки, мотора и редуктора для осцилляции, сопла для подачи защитного газа и катушки сварочной проволоки (диа метром 0,9 мм) массой 2,72 кг. Имеется также механизм для регу лировки амплитуды колебаний. Аппараты для "горячего" прохода, как правило, не имеют механизма колебаний. В качестве защитно го газа обычно используется С02 , а при сварке облицовочного шва обычно применяется смесь 75 % Аг + 25 % С02 .
Наружные сварочные аппараты используют в парах. Каждый аппарат осуществляет сварку половины сварочного шва от пози ции 1200 до б00, один в направлении по часовой стрелке (CW), дру гой против часовой стрелки (CCW). Аппараты для "горячего" про хода перемещаются обычно со скоростью 1,0— 1,27 м/мин и начи нают сварку до окончания сварки корня шва. CW-аппарат начина ет сварку в позиции 1200 после того, как был сварен достаточный участок корня шва для предотвращения перекрытия. CCW-anna- рат заканчивает сварку "горячего" прохода, также начиная свое движение от позиции 1200.
Аппараты для сварки заполняющих слоев стартуют одно временно; однако они не начинают сварку с одной позиции. Обыч но для первого заполняющего слоя CCW-аппарат выполняет сварку от позиции 1200 до позиции б00. Одновременно CW-аппарат начинает сварку в позиции З0 0 и выполняет сварку до позиции б00; после этого оператор возвращает его обратно в позицию 1200 и за вершает сварку в позиции З0 0 . Стартовые позиции меняются по очередно для каждого слоя с целью предотвращения перекрытия стартовых и конечных точек в вертикальном положении.
На трубе с толщиной стенки более 8 мм один заполняю-
181
ее
to
Катушка со сварочной |
|
Механизм попереч |
|
Механизм подачи |
ных колебаний |
||
проволокой |
|||
проволоки |
электрода |
||
|
Рис. 3.59. Наружный сварочный аппарат CRC-Evans (схема)

Рис. 3. 60. Наружный сварочный аппарат CRC-Evans (внешний вид):
а — вид сбоку; б — вид с торца трубы
183
щий шов необходим обычно для каждых 3,2 мм стенки. Скорость сварки заполняющих слоев колеблется, как правило, в пределах 330 — 380 мм/мин при скорости подачи проволоки 11 — 17 м/мин.
Использование автоматической сварки для выполнения коль цевых швов трубопроводов позволяет добиться значительно луч ших результатов по сравнению с ручной дуговой сваркой. Это ка сается, прежде всего, физических свойств соединения, качества формирования шва и показателей радиографического контроля.
Механические свойства в большой степени зависят от пара метров процедуры сварки, типа проволоки и защитного газа, но, прежде всего, от типа и химического состава свариваемой трубы.
Механические свойства сварного соединения при сварке труб, изготовленных в соответствии со стандартом API 5LX, выгля дят следующим образом:
Предел прочности: |
620 — 690 МПа, металл шва |
Предел текучести: |
545 — 615 МПа, металл шва |
Ударная вязкость по Шарпи, — 20 "С: |
80 Дж, центральная линия шва |
CTOD-TOCT, — 20 °С: |
1,5 мм • мин, центральная линия шва |
Твердость HV 10 кг: |
230 — 250 — в корневой зоне; 230 — |
|
260 — в зоне облицовочного слоя |
Сварочная проволока. Химический состав, физические свой ства и параметры свариваемости проволоки, используемой и по ставляемой фирмой CRC-Evans, разрабатывали в течение многих лет. Перед намоткой на катушки сварочная проволока проходит тщательный контроль со стороны производителя и фирмы CRCEvans. Намотку производят на катушки массой 1,47 кг и 2,71 кг при контролируемых рядности, скручиваемости и натяжении для обеспечения качества сварки.
CRC-Evans использует сварочную проволоку диаметром 0,9 мм для всех операций сварки. Как правило, используется про волока в соответствии со стандартом WS ER70 S-6, которая имеет следующий типичный химический состав:
С . |
0,07-0,15% |
Мп |
1,40-1,85% |
Si.. |
0,80-1,15% |
184