

Мустафин Ф.М. - Сварка трубопроводов
.pdfТаблица 3.16
Типы разделки кромок труб для двусторонней автоматической сварки под флюсом
Толщина Тип разделки кромок Диаметр труб, мм стенки трубы,
мм
До 1020 (включи- |
7,5 - 11 |
тельно) |
|
|
До 1020 (включи |
11,1-18 |
|
тельно) |
15,3-18 |
|
1220 |
15,3-18 |
7 ± 1 |
1420 |
|
25°-5
\ |
|
720-820 |
18,1-22 |
|
1020 |
18,1-21 |
|
А |
{8±1 |
||
|
1420 |
18,1-20 |
|
|
|
35°-5 25°-5°
|
\ |
|
|
1020 |
21,1-31,9 |
s |
|
|
|
1220 |
19,7-31,9 |
|
|
; 8=ы |
|||
|
|
1420 |
20,1-31,9 |
||
|
|
|
|
||
|
|
|
|
|
|
^ |
|
4±1 |
|
|
|
|
|
|
|
||
|
|
|
|
||
35° - 5° |
|
|
|
|
|
105
Таблица 3.17
Рекомендуемое число наружных слоев шва при двусторонней автоматической сварке под флюсом кольцевых стыков труб
|
|
|
|
Минималь |
|
|
|
|
Минималь |
Диаметр |
|
Толщина |
ное число |
|
Диаметр |
Толщина |
ное число |
||
труб, мм |
|
стенки |
наружных |
|
труб, мм |
стенки |
наружных |
||
|
трубы, мм |
слоев, |
|
|
|
трубы, мм |
слоев, |
||
|
|
|
|
не менее |
|
|
|
|
не менее |
720 |
|
7,5-11,5 |
1 |
1220 |
|
21,5-24 |
3 |
||
|
|
11,5-15 |
2 |
|
|
|
24 - 28 |
4 |
|
|
|
15-17,5 |
3 |
|
|
|
|
|
|
|
|
17,5-22 |
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
820 |
|
8-11,5 |
1 |
1420 |
|
15,7-18 |
2 |
||
|
|
11,5-15 |
2 |
|
|
|
18-20,5 |
2 |
|
|
|
15-17,5 |
2 |
|
|
|
20,5-24 |
3 |
|
|
|
17,5-22 |
3 |
|
|
|
24 - 28 |
4 |
|
1020-1220 |
10,5-11,5 |
1 |
|
|
|
28-32 |
5 |
||
|
|
11,5-15 |
2 |
|
|
|
|
|
|
|
|
15-21,5 |
2 |
j |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
должны соответствовать данным табл. 3.19, 3.20 [2, 16, 18]. |
|||||||||
Макрошлиф |
образца из допускного и контрольных стыков |
||||||||
приведен на |
рис. |
3.24. |
|
|
|
|
|
|
|
Важным условием получения качественных сварных соеди нений является соблюдение временного интервала между выпол нением наружных слоев и подварочного слоя шва при односто ронней или внутреннего слоя шва при двусторонней сварке.
Время, в течение которого стык может оставаться несварен-
ным изнутри трубы, не более, мин: |
|
Односторонняя сварка |
|
Подварка после сварки: |
|
корня шва |
40 |
всех слоев шва |
90 |
Двусторонняя сварка при температуре: |
|
положительной |
60 |
отрицательной |
30 |
106
Таблица 3.18
Режимы двусторонней автоматической сварки под флюсом термически упрочненных труб и труб из бейнитных сталей
|
|
|
|
|
|
|
|
Смещение |
|
Диаметр |
Толщина |
Порядко |
Сварочный |
Напряже |
Скорость |
электрода |
|||
вый номер |
сварки, |
с зенита |
|||||||
труб, мм |
стенки, мм |
ток, А |
ние, В |
||||||
(надира) |
|||||||||
|
|
|
слоя |
|
|
м/ч |
|||
|
|
|
|
|
|
|
|
трубы, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Наружная сварка |
|
|
||||
|
|
|
|
|
|
|
|
||
820-1420" |
8-15,1 |
|
1 |
|
550-750 |
40-44 |
40 - 45 |
40-80 |
|
|
|
|
Последую |
|
650-700 |
46-48 |
45-50 |
40 - 60 |
|
|
|
|
щие |
|
|
|
|
|
|
1420" |
18-20,5 |
|
1 |
|
700-850 |
40-44 |
45 - 55 |
60 - 80 |
|
|
|
|
Последую |
|
600-650 |
46-48 |
45-50 |
40 - 60 |
|
|
|
|
щие |
|
|
|
|
|
|
|
20,6-32 |
|
1 |
|
850-950 |
40-44 |
45 - 50 |
60 - 80 |
|
|
|
|
Последую |
|
750-800 |
46 - 48 |
55 - 60 |
40 - 60 |
|
|
|
|
щие |
|
|
|
|
|
|
|
|
|
Облицо |
|
700-750 |
46-48 |
45-50 |
40 - 60 |
|
|
|
|
вочные |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
Внутренняя сварка |
|
|
||||
820-1420 |
8 - 3 2 |
|
1 |
|
600-800 |
44 - 46 |
45-50 |
Поили |
|
|
|
|
|
|
|
|
|
против |
|
|
|
|
|
|
|
|
|
вращения |
|
|
|
|
|
|
|
|
|
15-20 |
|
|
|
|
|
|
|
|
|
|
|
Примечания. Полярность обратная, проволока диаметром 3 мм при вылете электрода 40 — 45 мм.
"Термически упрочненные трубы. "Трубы из бейнитных сталей.
|
|
|
|
|
Таблица 3.19 |
Ширина наружного шва при двусторонней автоматической сварке |
|||||
|
|
под флюсом |
|
|
|
|
|
|
|
|
|
Диаметр |
Толщина |
Ширина |
Диаметр |
Толщина |
Ширина |
труб, мм |
стенки, мм |
шва, мм |
труб, мм |
стенки, мм |
шва, мм |
|
|
|
|
|
|
720 |
7,5-11,5 |
18±3 |
1220 |
21,5-24 |
22±4 |
|
11,5-15 |
20+-3 |
|
24-28 |
24±4 |
|
15-17,5 |
20+-3 |
|
|
|
|
17,5-22 |
22+4 |
|
|
|
820 |
8-11,5 |
18+-3 |
1420 |
15,7-18 |
22 ± 4 |
|
11,5-15 |
20±3 |
|
18-20,5 |
22+4 |
1020-1220 |
10,5-11,5 |
18+-3 |
|
20,5-24 |
24±4 |
|
11,5-15 |
20±3 |
|
24-28 |
30+4 |
|
15-21,5 |
22±4 |
|
28-32 |
32+4 |
|
|
|
|
|
|
107

Таблица 3.20
Геометрические параметры внутреннего шва при двусторонней автоматической сварке под флюсом
Толщина |
Вид разделки |
Размеры внутреннего шва (5В/ЛВ>2), не более, мм |
||||
кромок |
|
|
|
|||
стенки, мм |
Глубина проплавления |
Ширина шва Вв |
||||
(табл. 3.16) |
||||||
9,5-11 |
|
|
|
|
|
|
|
|
6 |
15 |
|
||
11,1-15,2 |
|
|
7 |
21 |
|
|
15,3-18 |
|
|
9 |
26 |
|
|
18,1-21 |
|
|
10 |
26 |
|
|
19,7-20,5 |
|
|
12 |
26 |
|
|
20,5-32 |
|
|
12 |
28 |
|
|
|
|
|
|
|
|
|
3.2.2. Оборудование для сварки под флюсом поворотных стыков на трубосварочных базах
При строительстве магистральных трубопро водов используют две типовые схемы трубосварочных баз (рис. 3.25):
Рис. 3.25. Трубосварочная база
108

для односторонней автоматической сварки под флюсом по ручной подварке типа ССТ-ПАУ и БНС (полумеханизирован ные базы);
для двусторонней автоматической сварки под флюсом типа БТС (механизированные базы).
В зависимости от диаметра труб на полумеханизированных базах применяют различное оборудование, выпускаемое про мышленностью [24, 28].
Состав оборудования трубосварочных баз
Диаметр трубопровода, мм |
325+820 |
1020+1420 |
|
Тип трубосварочной базы |
|
БНС-81 |
ССТ-ПАУ |
Сборка и сварка первого слоя |
|
ЛСТ-81 |
ССТ-141 или ССТ-141А |
Автоматическая сварка под флюсом |
|
ПАУ-502 |
ПАУ-Ю01В |
|
|||
Автоматическая подварка под флюсом .... — |
ТС-17М1 |
||
изнутри трубы |
|
|
|
Техническая характеристика сборочно-сварочных стендов ССТ |
|||
Тип стенда |
ССТ-141 |
ССТ-141А |
|
Диаметр свариваемых труб, мм .... 1020, 1220, 1420 |
1020,1220,1420 |
||
Длина свариваемой секции, м, |
|
|
|
не более |
36 |
|
36 |
Масса секции, кг |
22000 |
36000 |
|
Одновременно потребляемая |
|
|
|
мощность, кВт |
16,5* |
115 |
|
Ход роликоопоры манипулятора, мм: |
|
||
горизонтальный |
±140 |
280 |
|
вертикальный |
200 |
|
200 |
Давление в гидросистеме, МПа ... — |
10 |
||
Окружная скорость вращения |
|
|
|
секций, м/с |
— |
0,0281 ±0,00165 |
|
Габаритные размеры, мм |
45500x8750x3500 |
51000x11200x7250 |
|
Масса, кг |
36800 |
45000 |
|
Производительность (стык/ч) |
|
|
|
на трубах диаметром, мм: |
|
|
|
1 4 2 0 |
1 ? |
|
4 '8 |
1020 и 1220 |
3,4 |
|
9,2 |
Число сварочных постов |
6 |
|
8 |
Численность обслуживающего .... 7 |
9 |
||
персонала |
|
|
|
'Без источников сварочного тока.
109
Техническая характеристика линии ЛСТ-81 |
|
Диаметр собираемых труб, мм |
325 — 820 |
Длина собираемых труб, м |
10,5— 11,8 |
Длина собираемых секций, м |
< 36 |
Масса секций, кг |
16000 |
Производительность на трубе диаметром 530x8 мм, стык/ч 9,2
Одновременно потребляемая мощность, кВт |
|
72 |
Число постов сборки |
|
2 |
Сварочный ток поста, А |
|
60 — 315 |
Источник сварочного тока: выпрямитель |
|
ВДМ 100IV3 |
Габаритные размеры, мм |
71000x12000x3500 |
|
Масса, кг |
|
38500 |
Численность обслуживающего персонала |
|
9 |
Техническая характеристика автосварочных установок ПАУ |
||
Тип сварочной установки |
ПАУ-502 |
ПАУ-Ю01В |
Диаметр свариваемых труб, мм |
325 — 820 |
1020 — 1420 |
Длина свариваемых секций, м |
< 36 |
< 36 |
Максимальная масса секций, кг |
16000 |
25000 |
Производительность (стык/ч) при сварке |
|
|
на трубе (диаметр х толщина, мм): |
|
|
530x8 |
7 |
— |
1420x17 |
— |
4,3 |
Сварочный ток, А |
500* (1250**) |
1250 |
Диаметр электродной проволоки, мм |
2 — 3 |
3 — 5 |
Окружная скорость вращения секций, |
0,0026 — 0,026 |
0,005 — 0,05 |
м/с (м/ч) |
(9,3-93) |
(18-180) |
Одновременно потребляемая мощность, кВт |
100 |
305 |
Скорость перемещения будок, м/с |
— |
0,83 ±0,05 |
Габаритные размеры, м |
55x11x10 |
51x13x4.7 |
Масса, кг |
11800 |
30500 |
* При питании дуги от агрегата АДД-502У1; "При питании дуги от сварочного выпрямителя ВДУ-1201.
Схема полумеханизированной трубосварочной базы, пред назначенной для сборки и сварки труб диаметром 325 — 820 мм типа БНС — БНС-81, приведена на рис. 3.26.
Механизированные трубосварочные базы (типа БТС) позво ляют полностью механизировать выполнение сварочно-монтаж- ных работ при изготовлении секций труб. В настоящее время оте чественной промышленностью выпускаются базы БТС-142В,
ПО
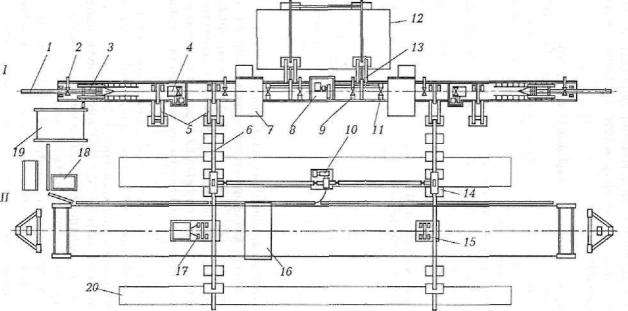
Рис. 3.26. Схема трубосварочной базы БНС-81:
/— сборочно-сварочнаялиния,ЛСТ-81; Д — автосварочная установка ПАУ-502; / — штанга центратора; 2 — привод штанги центратора; 3 — внутренний центратор; 4 — ролик регулировочный для сборки стыка; 5 — перегружатель секций; 6 — промежуточный стеллаж; 7 — пост сборки ручной дуговой сварки корневого слоя шва; 8 — привод перегружателя; 9 — ролик рольганга; 10 — привод отсекателя секций; 11 — ролик роль ганга неприводной; 12 — приемный стеллаж; 13 — отсекатель; 14 — отсекатель секций; 15 — опора непри водная; 16 — палатка сварщика со сварочной головкой; 17 — опора приводная; 18 — блок питания; 19 — энергоблок; 20 — стеллаж готовых секций
предназначенные для двусторонней автоматической сварки под флюсом кольцевых стыков труб диаметром 1020— 1420 мм в двух- и трехтрубные секции (рис. 3.27).
Техническая характеристика трубосварочной базы БТС-142В
Диаметр свариваемых труб, мм |
1020, 1220, 1420 |
Длина свариваемых секций, м |
< 36 |
Масса свариваемых секций, кг |
25000 |
Производительность стык/ч при сварке |
|
трехтрубных секций (диаметр х толщина, мм): |
|
1420x17,5; 1220x17,5; 1020x17,5 |
3,24; 3,53; 3,9 |
Установленная мощность кВт: |
|
линии обработки торцов труб |
50 |
линии сборки и сварки |
360 |
Одновременно потребляемая мощность, кВт |
250 |
Диапазон регулирования сварочного тока, А |
600 — 1200 |
Диаметр электродной проволоки, мм: |
|
при сварке снаружи |
3 — 5 |
при сварке изнутри |
3 — 4 |
Окружная скорость секции, м/с (м/ч) |
0,007 — 0,025 (30 — 90) |
Регулирование окружной скорости |
Плавное |
Габаритные размеры, мм |
65x27x5,2 |
Масса, кг |
110000 |
Оборудование трубосварочных баз. Внутренние центраторы (рис. 3.28, 3.29) применяют для сборки и центровки поворотных стыков труб диаметром 325—1420 мм на трубосварочных базах. При использовании внутренних центраторов стыкуемым торцам труб придается форма окружности, а разность периме тров торцов равномерно распределяется по всей длине стыка (табл. 3.21) [24].
Основным рабочим узлом центратора является центрирую щий механизм, который может быть конусного (левая часть рис. 3.30) или рычажного типа (правая часть рис. 3.30).
На трубосварочных базах типа ССТ-ПАУ и БНС внутренние центраторы имеют конусный центрирующий механизм, на базе БТС-142В применены центраторы рычажного типа.
Внутренние центраторы имеют электрогидравлический при вод и два независимых ряда центрирующих жимков. Питание внутренних центраторов осуществляется от источников постоян ного тока.
112
|
|
|
ВидА |
|
8 |
16 |
15 |
17 |
9^ |
'// /// /// /// /// /// ///№/ /// Jy/ w /// ///
18 11 12
Линия обработки торцов
Линия сборки и сварки двух- и трехтрубных секций
17
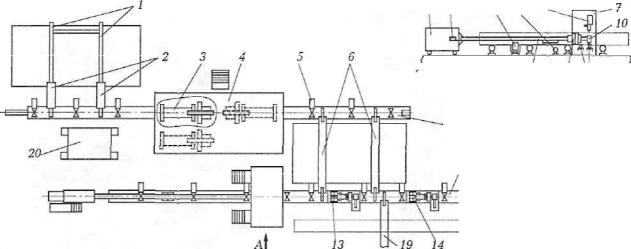
Рис. 3.27. Схема трубосварочной базы БТС-142В:
1 — накопитель; 2 — отсекатель; 3 — станок подготовки кромок (тип СПК); 4 — пост обработки кромок; 5 — ролик приводной рольганга; 6 — перегружатель; 7 — пост наружной сварки; 8 — пост внутренней сварки; 9 — головка наружной сварки (ГДФ-ЮОГУЗ); 10 — головка внутренней сварки; 11— внутренний центратор; 12 — роликоопоры для регулирования зазора в стыке; 13 — роликоопора приводная для сварки двухтрубных секций; 14 — роликоопора приводная для сварки трехтрубных секций; 15 — роликоопора неприводная; 16 — система слежения при сварке изнутри трубы; 17 — гидроперехват штанги; 18 — штанга; 19 — покати готовых секций; 20 — блок питания

Рис. 3.29. Установка внутреннего центратора 
114