

Мустафин Ф.М. - Сварка трубопроводов
.pdfРис. 3.14. Балластный реостат:
1 — корпус; 2 — тумблеры диапазонов; 3 — рубильники секций сопротив ления; 4 — клеммы для сварочного кабеля; 5 — секция нихромовой про волоки или ленты
регулирования сварочного тока и некоторыми конструктивными особенностями.
Эти сварочные генераторы — четырехполюсные постоянно го тока с самовозбуждением и последовательной размагничиваю щей обмоткой (табл. 3.5).
Двухпостовой генератор ГСМ-500 является генератором по стоянного тока с самовозбуждением. Возбуждение генератора смешанное. Напряжение регулируется реостатом в цепи парал лельной обмотки возбуждения, а сварочный ток — балластными реостатами (рис. 3.14) в сварочной цепи.
3.1.2.4.Агрегаты с вентильными генераторами
Втрубопроводном строительстве в настоящее время исполь зуют серийно выпускаемые агрегаты с вентильными генератора ми: однопостовые АДБ-3120; двухпостовые АДД-502; четырехпо-
85
стовые агрегаты АЛД-2501; агрегаты с бесколлекторными вентиль ными генераторами; самоходные агрегаты на базе тракторов — двухпостовой УСТ-22 и четырехпостовой АС-41 (табл. 3.6) [24].
Таблица 3.6
Технические характеристики агрегатов с вентильными генераторами
|
Показатели |
АДБ-3120 |
АДД-502 |
АДД- |
УСТ-22 |
АС-41 |
||
|
4x2501 |
|||||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
Число постов |
1 |
1 + 1 |
4 |
|
1 + 1 |
4 |
||
Исполнение |
На прицепеНа прицепеНа прицепе На тракторе На тракторе |
|||||||
|
|
|
|
|
|
ТДТ-55А |
К-701 |
|
Двигатель |
|
|
|
|
|
|
||
|
тип |
320-01 |
Д37Е |
Д-240Л |
Трактора |
Трактора |
||
|
|
(бензин) |
|
|
|
|
|
|
|
мощность, кВт |
29,4 |
35,75 |
55,1 |
58,9 |
220,8 |
||
|
частота враще |
2000 |
1800 |
2200 |
810 |
1900 |
||
|
ния вала отбора |
|
|
|
|
|
|
|
|
мощности, |
|
|
|
|
|
|
|
|
об/мин |
|
|
|
|
|
|
|
Укрытие рабочего |
— |
|
— |
|
Палатка |
Палатка |
||
места |
|
|
|
|
|
|
||
Тип сварочного |
ГД-314 |
Сдвоен |
ГД-2501 |
Сдвоенный |
ГЯ-2500 |
|||
генератора |
|
ный блок |
(одно- |
блок |
(одиокор- |
|||
|
|
|
АДД-500 корпусный) АДД-500 |
пусный) |
||||
Номинальный |
315 |
2x315 |
4x250 |
2x315 |
4x250 |
|||
сварочный ток, А |
|
|
|
|
|
|
||
Напряжение холо |
<95 |
< 100 |
70-100 |
< 100 |
70-100 |
|||
стого хода, В |
|
|
|
|
|
|
||
|
Пределы |
15-350 |
60-315 |
3(70- |
315) |
60-315 |
70-315 |
|
регулирования |
|
|
4(40- |
250) |
|
|
||
|
сварочного тока, А |
|
|
|
|
|
|
|
|
Частота вращения |
2000 |
1800 |
2200 |
1800 |
1900 |
||
|
генератора, об/мин |
|
|
|
|
|
|
|
|
Вспомогательный |
— |
— |
Встроен |
Генератор |
Встроен- |
||
источник электро |
||||||||
|
|
ный, 220 В, |
перемен- |
ный, 220 В, |
||||
|
энергии |
|
|
|||||
|
|
|
посто |
ного тока, |
постоянного |
|||
|
|
|
|
|||||
|
|
|
|
янный ток, 220 В, трех- |
тока, |
|||
|
|
|
|
мощность |
фазный, |
мощность |
||
|
|
|
|
6 кВт |
мощность |
6 кВт |
||
|
|
|
|
|
|
12 кВт |
|
|
|
Масса, кг, не более |
690 |
3400 |
5250 |
8250 |
18500 |
||
|
Габаритные |
1900х900х 6100х2350х7150х2360х5700х2000х 9120х3100х |
||||||
|
размеры, мм |
х1405 |
х2670 |
х2740 |
хЗООО |
х4350 |
||
86
Вентильные генераторы названы так из-за выпрямительного блока с кремниевыми вентилями (диодами), который выпрямляет переменный ток повышенной частоты, наводимый в статорных обмотках, в постоянный сварочный ток. Однопостовой вентиль ный генератор состоит из синхронного бесколлекторного генера тора повышенной частоты и блока вентилей, собранного по мос товой схеме. Ротор генератора является индуктором и выполнен в виде двух пакетов электротехнической стали с явно выраженны ми полюсами (зубцами). Полюса одного пакета сдвинуты на 180 ° относительно полюсов другого пакета. Обмоток и коллектора на роторе нет. На статоре генератора расположены трехфазная сило вая обмотка и обмотка возбуждения. Генератор работает с само возбуждением.
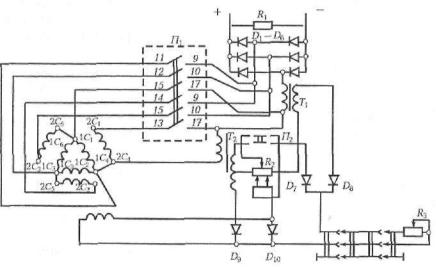
Начальное самовозбуждение происходит от остаточного маг нетизма генератора. После запуска генератора без нагрузки под действием остаточного магнетизма на силовых обмотках статора появляется э. д. с. порядка 5 —7 В (рис. 3.15). Это напряжение через трансформатор Т2 и, в зависимости от положения переключателя
Рис. 3.15. Принципиальная электрическая схема вентильного генера тора
87
Я2 , диоды Д7 и Д8 (диапазон малых токов) или Д9 (диапазон боль ших токов) начинает питать обмотку возбуждения генератора и обеспечивает его самовозбуждение до напряжения холостого хода.
Магнитный поток в воздушном зазоре генератора, образуе мый обмоткой возбуждения, питаемой постоянным током, распре деляется таким образом, что один пакет железа ротора имеет толь ко северные полюса, а второй — южные. Поскольку северные по люса ротора сдвинуты относительно южных на 180 °, то при вра щении ротора каждый виток обмотки статора пронизывает изменяющийся по величине поток. В результате в каждой из трех фаз обмотки статора наводятся переменные э. д. с, которые с помощью вентилей Д{—/\& выпрямляются в постоянную э. д. с.
Напряжение холостого хода генератора регулируется сопро тивлением R2, крутизна внешних вольт-амперных характеристик и сварочный ток — реостатом R3. Ступенчатое регулирование сва рочного тока осуществляется переключателем диапазонов П1,
ккоторому подключены выводы обмоток статора.
Вчетырехпостовом на прицепе агрегате АДЛ-4x9.501 и четырехпостовом самоходном агрегате АС-41 установлен четырехпостовой генератор в однокорпусном исполнении. Этот вентильный сварочный генератор самовозбуждения со встроенным вспомога тельным источником электроэнергии напряжением 220 В для пи тания электроинструмента, печей термообработки электродов и освещения состоит из трехфазного индукторного генератора пе ременного тока повышенной частоты, блоков выпрямления для получения постоянного сварочного тока и блоков управления.
Блочное исполнение агрегатов существенно облегчает их ре монт и обслуживание.
Четырехпостовой генератор позволяет осуществлять сварку под флюсом. Для этого посты включают параллельно, по два, три или четыре в зависимости от требуемого тока.
3.1.2.5. Агрегаты со сварочными выпрямителями
Сварочные выпрямители (рис. 3.16), используемые для пита ния дуги в трубопроводном строительстве, установлены в агрега тах АЭП-51, АЭП-52 и АС-81 (табл. 3.7). Монтажными организаци-
88

Рис. 3.16. Сварочный выпрямитель:
1 — выпрямительный блок; 2 — выдвижные ручки; 3 — предохранители; 4 — блок аппаратуры; 5 — вентилятор; 6 — ветровое реле; 7 — силовой трансформатор; 8 — вторичная обмотка; 9 — первичная обмотка; 10 ~ амперметр; 11 — лампа; 12 — кнопки выключателя; 13 — скобы; 14 — ру коятка регулирования тока; 15 — переключатель диапазонов тока; 16 ~ шины заземления обратного провода; 17 — токовые разъемы; 18 — болт заземления; 19 — штепсельный разъем для подключения к сети
ями создаются также единичные агрегаты с использованием се рийно выпускаемых дизельных электростанций и выпрямителей.
Агрегаты АЭП-51 и АЭП-52 имеют одинаковое конструктив ное исполнение и состоят из трактора с установленной на нем электростанцией с приводом от вала отбора мощности трактора. К трактору прицеплен кузов на санях, в котором размещены: шкаф управления электростанцией, электропечь для термообра ботки электродов, четыре однопостовых выпрямителя ВД-301 или ВД-306 (агрегат АЭП-51) или один многопостовой выпрямитель ВАМ-1001 с балластными реостатами для регулирования свароч ного тока (агрегат АЭП-52).
Агрегат АС-81 выполнен на базе колесного трактора "Кировец" К-701. На тракторе смонтирован кузов, в котором расположе ны: электростанция с приводом от вала отбора мощности тракто-
89
|
|
|
Таблица 3.7 |
Технические характеристики агрегатов с выпрямителями |
|||
|
|
|
|
Показатели |
АЭП-51 |
АЭП-52 |
АС-81 |
|
|
|
|
Число постов |
4 |
4 |
8 |
|
На тракторе |
С прицепом |
|
Исполнение |
На тракторе |
||
Тип трактора |
Т-100М |
Т-130Г |
К-701 |
Мощность, кВт |
79,5 |
117,7 |
220,8 |
Укрытие рабочего места |
Палатка |
Палатка |
Палатка |
Электростанция трехфазная, |
50 |
100 |
200 |
переменного тока 50 Гц, на |
|
|
|
пряжение 380 В, мощность, кВт |
|
|
|
Тип сварочного |
ВД-301(ВД-306) |
ВАМ-1001 |
ВАМ-1601 |
выпрямителя |
|
|
|
Номинальный сварочный ток, А |
315 |
1000 |
1600 |
Пределы регулирования сва |
45-315 |
15-300 |
15-300 |
рочного тока, А |
|
|
|
Напряжегше холостого хода, В |
60-70 |
70 |
70 |
Масса, кг, не более |
17500 |
23000 |
21500 |
Габаритные размеры, мм |
11500х7450х |
13500х2500х |
9120х3100х |
|
Х3500 |
Х3400 |
Х4350 |
|
|
|
|
ра, шкаф управления, многопостовой выпрямитель, электропечь для термообработки электродов и балластные реостаты.
Однопостовые сварочные выпрямители (ВД-301 и ВД-306) имеют одинаковое схемное решение и отличаются только габари тами и массой. Упрощенная электрическая схема выпрямителя ВД-306 приведена на рис. 3.17, а. Выпрямитель состоит из свароч ного трансформатора с подвижными катушками, блока вентилей, собранных по мостовой схеме, блока аварийного отключения, имеющего вспомогательный трансформатор Гв, магнитного уси лителя А, контактора К. Для охлаждения выпрямительного блока использован вентилятор [28].
Падающая характеристика выпрямителя достигается тем, что сварочный трансформатор имеет повышенное магнитное рассея ние. Ступенчатое регулирование сварочного тока осуществляется одновременным переключением (переключателем П) фаз первич ной и вторичной обмоток со звезды на треугольник.
При соединении фаз звездой выпрямитель работает на ступе-
90

Рис. 3.17. Принципиальные электрические схемы:
а — однопостового выпрямителя ВД-306; б — многопостового выпрями теля ВДМ
ни малых токов, а при соединении треугольником — больших то ков. В пределах каждой ступени сварочный ток регулируется из менением расстояния между первичными и вторичными обмотками.
В аварийном режиме при пробое одного из вентилей в фазных
91

г
вторичных токах сварочного трансформатора появляются посто янные составляющие, вызывающие насыщение сердечников маг нитного усилителя, реле К срабатывает и отключает катушку пус кателя, контакты которого П2 отключают выпрямитель от сети.
Многопостовые выпрямители ВДМ-1001 и ВДМ-1601 исполь зуются для питания постоянным током дуги через балластные рео статы. Упрощенная электрическая схема выпрямителей приведе на на рис. 3.17, б. Первичная обмотка, соединенная треугольни ком, имеет отводы, что дает возможность повышать вторичное на пряжение на 5 %. Трансформатор (рис. 3.18) имеет жесткую вольт-амперную характеристику. Блок вентилей собран по шестифазной кольцевой схеме выпрямления. Вторичные обмотки со единены звездой.
Внешняя характеристика выпрямителя имеет наклон прибли-
Замкнутый магнито- |
|
провод (сердечник) |
Рукоятка |
Рис. 3.18. Сварочный трансформатор
92

зительно 0,007 — 0,01 В/А. Падающая характеристика (рис. 3.19) каж дого сварочного поста достигается включением последовательно сдутой балластного реостата типа РБ-301. Сварочный ток регули руется ступенчато через 10 А и зависит от числа включенных со противлений (ступеней) реостата (рис. 3.20).
Д min
Рис. 3.19. Формирование падающей характеристики:
а — трансформатор с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем); б — трансформатор с увеличенным магнитным рассеянием и подвижными катушками
U
Последовательное
соединение
бмоток
Параллельное |
|
соединение |
|
Обмоток |
|
\\1\У |
|
Диапазон |
|
регулирования |
регулирования |
Рис. 3.20. Регулирование сварочного тока: |
|
а — ступенчато: за счет переключения числа витков первичной и вторич ной обмоток; б — плавно: за счет изменения зазора в катушке дросселя или между обмотками
93
3.2. СВАРКА ПОД ФЛЮСОМ ПОВОРОТНЫХ СТЫКОВ
3.2.1. Технология сварки под флюсом поворотных стыков на трубосварочных базах
Специфические условия сварки кольцевых сты ков трубных секций определяют существенные отличия техноло гии и техники выполнения автоматической сварки под флюсом в трассовых условиях от заводской сварки. Наиболее характерная особенность сварки на трубосварочных базах — необходимость сварки под флюсом поворотных стыков труб по разделке кромок, предназначенной для ручной дуговой сварки. При таких раздел ках кромок корневой слой шва необходимо выполнять ручной ду говой сваркой. Последующие слои шва сваривают под флюсом. По второму варианту разделка кромок с помощью специальных станков обрабатывается с целью увеличения притупления, что дает возможность применить двустороннюю автоматическую сварку под флюсом. Форма и размеры шва существенно зависят от основных параметров режима сварки. Качественная оценка влияния параметров режима на размеры и форму шва при сварке труб приведена в табл. 3.8 [ 1, 16, 24].
При односторонней автоматической сварке под флюсом при меняют стандартные и комбинированные разделки в соответ ствии с табл. 3.9.
Сварку корневого слоя шва производят по технологии, реко мендованной для сварки неповоротных стыков в нитку, но приме няют электроды только с основным типом покрытия.
Режимы автоматической сварки кольцевых стыков из углеро дистых и низколегированных высокопрочных сталей приведены в табл. 3.10.
При сварке термически упрочненных труб и труб из бейнитных сталей особое внимание следует уделить дозировке теплового вложения. Установлено, что при сварке с энергией, превышаю щей определенную величину, зона термического влияния подвер гается разупрочнению и временное сопротивление разрушению сварного соединения будет ниже, чем у основного металла. Во из бежание этого при сварке стыков термически упрочненных труб
94