

Уважаемые студенты заочного факультета! Обращаю Ваше внимание, что в методичке говорится о двух участках трассы. Такое задание получают студенты-очники. В Вашем задании трасса только одна.
1 Общие сведения
Устройство ленточного конвейера
Ленточными конвейерами называют машины непрерывного транспорта, несущим и тяговым элементом которых является гибкая лента.
Ленточные конвейеры нашли широкое распространение в промышленности. Их применяют для перемещения сыпучих и штучных грузов на короткие, средние и дальние расстояния во всех областях современного промышленного и сельскохозяйственного производства; при добыче полезных ископаемых; в металлургии; на складах и в портах; применяют в качестве элементов погрузочных и перегрузочных устройств, а также в качестве машин, выполняющих технологические функции.
Широкое применение ленточных конвейеров обусловлено рядом достоинств:
– малая масса;
– простота конструкции;
– возможность транспортирования груза с высокими скоростями (до 6÷8 м/с);
– большая производительность конвейеров (до 30000 т/ч);
– большая длина транспортирования (3÷4 км одним ставом конвейера и более 100 км в системе из нескольких конвейерных ставов);
– хорошая приспособляемость к рельефу местности;
– возможность загрузки и разгрузки в любом месте трассы.
К недостаткам ленточных конвейеров относятся:
– фрикционный способ передачи тягового усилия, требующий первоначального натяжения;
– повышенное растяжение ленты (до 4 %) при больших рабочих нагрузках и длительном сроке эксплуатации;
– сложность очистки от липких грузов;
– невозможность использования для транспортировки горячих грузов.
Ленточный конвейер, схема представлена на рисунке 1, состоит из замкнутой гибкой ленты 1, огибающей приводной 2 и хвостовой 3 барабаны.
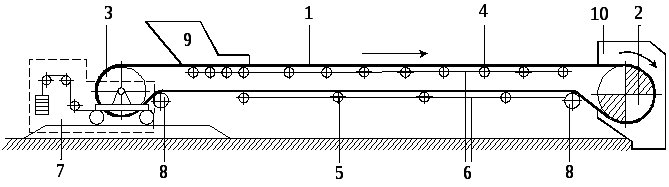
Рисунок 1 - Схема ленточного конвейера
Тяговое усилие от барабана на ленту передается трением.
Часть ленты, на которой располагается груз, называется рабочей, груженой или несущей ветвью, а свободная от транспортируемого материала – порожней ветвью.
Лента поддерживается роликовыми опорами (роликоопорами) 4 на груженой ветви и 5 на порожней ветви, установленными на раме 6. Натяжение ленты осуществляется натяжным устройством 7, расположенном в данной схеме, на хвостовом барабане.
Отклоняющие ролики 8 являются вспомогательными. Благодаря их применению увеличивается угол обхвата приводного и хвостового барабанов лентой, что улучшает условия сцепления ленты с поверхностями этих барабанов и уменьшает пробуксовывание ленты.
Материал подается на ленту по загрузочному желобу 9 и перемещается к разгрузочному концу конвейера, где сбрасывается в направляющий лоток 10.
Грузонесущая ветвь ленты конвейера в поперечном сечении может иметь желобчатую (лотковую) (рисунок 2.а,б), реже плоскую (рисунок 2.в) форму. Лотковая форма придается ленте роликовыми опорами. Порожняя ветвь всегда плоская.
Грузонесущей ветвью является, как правило, верхняя, но в некоторых случаях для перемещения груза используется нижняя ветвь. Существуют конвейеры, у которых обе ветви ленты являются грузонесущими.
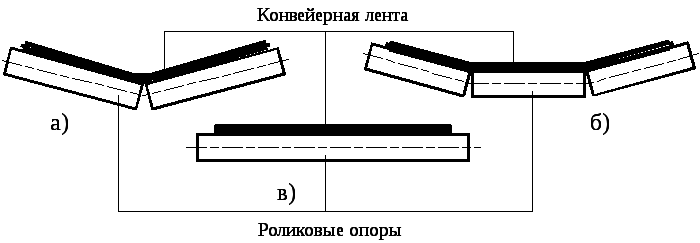
а) – желобчатая форма ленты на двухроликовой опоре; б) – желобчатая форма ленты на трёхроликовой опорое; в) – прямая форма ленты.
Рисунок 2 – Вид поперечного сечения грузонесущей ветви ленты
В основном, материал поступает на ленту в начале рабочей ветви (вблизи хвостового барабана).
Разгрузка материала производится в головной части конвейера – в конце рабочей ветви, сбрасыванием груза с головного (или приводного) барабана, где лента меняет направление движения. Иногда в промежуточных пунктах трассы конвейера, посредством специальных сбрасывающих устройств.
Транспортирование груза ленточными конвейерами осуществляется в горизонтальном или наклонном (вверх или вниз) направлениях, при этом возможен переход от горизонтального перемещения к наклонному и наоборот.
Величина предельного угла наклона конвейера для подачи груза вверх зависит от свойств перемещаемого материала, главным образом, от формы кусков, их крупности и влажности и допускается
– для рядового угля, руды и породы – до 18º;
– для мелкокускового груза – до 18º, а в отдельных случаях (так, для продуктов мокрого обогащения) – до 22º;
– для крупного сортированного груза угол наклона до 20º;
– для брикетов и штучных грузов соответственно до 10÷12º.
При бо́льших углах наклона, для предотвращения скатывания груза, применяются специальные типы ленты [2].
При наклонной установке конвейера с подачей груза вниз предельный угол наклона снижается на 3÷5º.