

1.5Расчет режимов автоматической сварки.
1.5.1 Расчет режимов сварки стыковых соединений.
Расчёт режима сварки стыка стенки толщиной 12 мм
а) Расчет режимов сварки начинается с задания требуемой глубины провара с одной стороны.
h
=
 + (1 ÷ 3), мм
+ (1 ÷ 3), мм
где S – толщина свариваемого металла
h
=
 +2 = 8 мм
+2 = 8 мм
Затем, определяется сварочный ток
Iсв=(80 ÷ 100) h, А
Имея в виду, что каждые 80 ÷ 100 А дают глубину провара 1мм.
Iсв= 90 ∙ 8 = 720 А
Скорость сварки устанавливается в зависимости от силы тока.
Vсв=
 ,
, →
→ →
→
Vсв=
 = 34,722
= 34,722 = 3472,2
= 3472,2 =
0,96
=
0,96
Диаметр электрода определяется по формуле:
dэ=2
 , мм
, мм
где
 – плотность тока, А/мм2
– плотность тока, А/мм2
dэ=2
 = 3,9 мм
= 3,9 мм
Конструктивно принимаем dэ=4мм
При Uд =38 В, Ψпр = 2,2
Определяем эффективную тепловую мощность дуги.
Qэф
= 0.24∙ Iсв∙
Uд
∙ η,

где η–эффективный КПД дуги, для автоматической сварки под флюсом η=0.8÷0.95
Qэф=
0,24∙ 720 ∙ 38 ∙ 0,9 = 5909,76
Фактическая глубина провара определяется по формуле:
h
= 0,0156 ,см→ мм
,см→ мм
где Qэф – эффективная тепловая мощность дуги,
Vсв – скорость сварки (см/с)
h
= 0,0156 = 0,825см = 8,25мм
= 0,825см = 8,25мм
Определяем площадь наплавленного металла.
Fн
= ,
см
,
см
где Vсв – скорость сварки (см/ч)
γ – удельный вес металла (для стали 7.8 г/см3)
αн – коэффициент наплавки (г/А∙ч)
Для постоянного тока обратной полярности
αн
= 11,6
 0,4 ,
0,4 ,
Fн
=
 = 0,319см2
= 31,9мм2
= 0,319см2
= 31,9мм2
Определяется ширина шва
е = Ψпр∙ h
е = 2,2 ∙ 8,25 = 18,15мм
Определяется высота усиления шва
q=
 , мм
, мм
q
=
 =
2,4мм
=
2,4мм
Определяется коэффициент формы валика
Ψв
=

Ψв
=
 = 7,56
= 7,56
Найдём перекрой сварного шва:
K = 2h – S, мм
К = 2 ∙ 8,25 – 14 = 2,5 мм
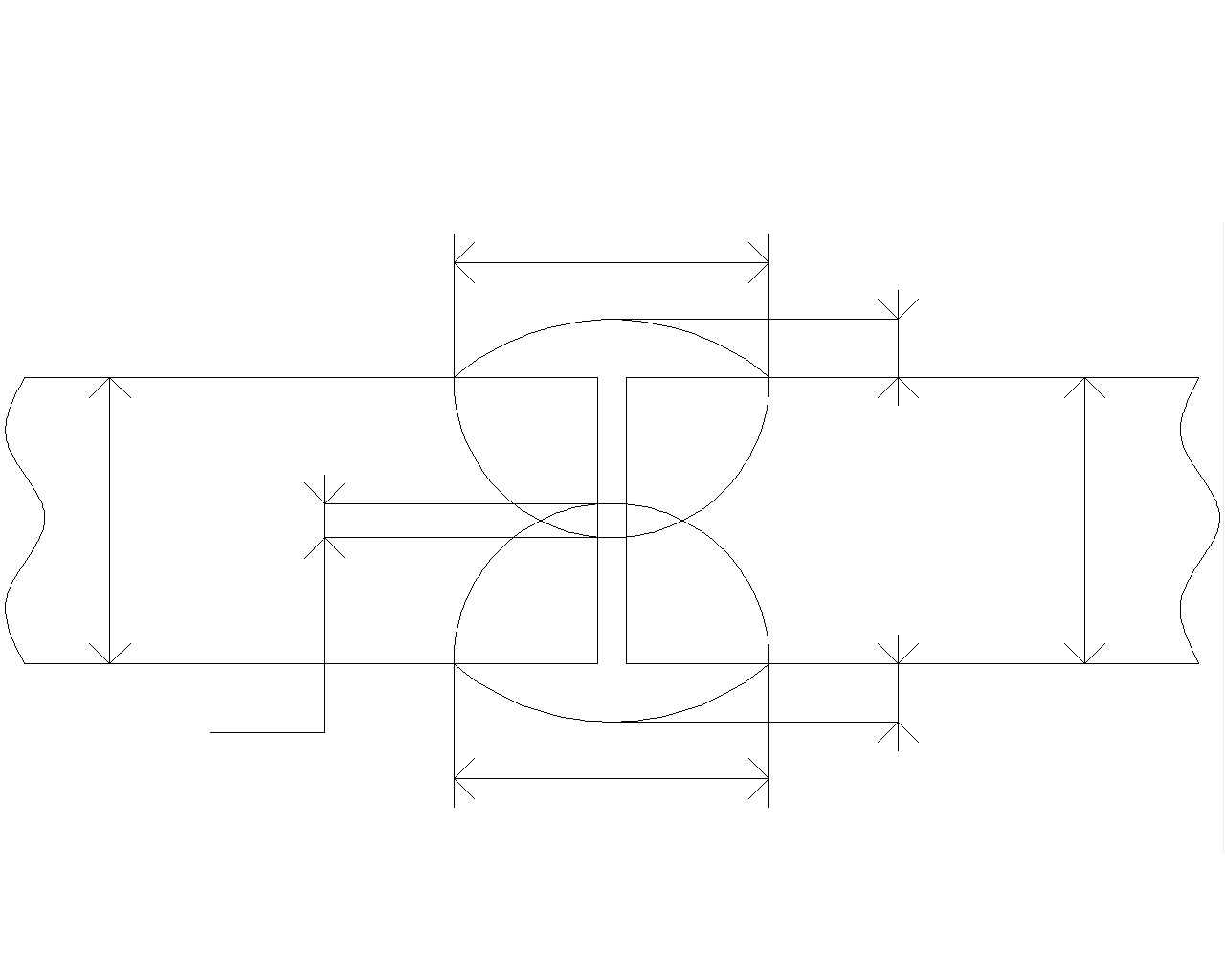
Рисунок 2 – Сварное соединение С7 Аф ГОСТ 8713-79
1.5.2 Расчет режимов сварки стыковых соединений.
Расчёт режима сварки стыка полки толщиной 20 мм
а) Расчет режимов сварки начинается с задания требуемой глубины провара с одной стороны.
h
=
 + (1 ÷ 3), мм
+ (1 ÷ 3), мм
где S – толщина свариваемого металла
h
=
 +2 = 12 мм
+2 = 12 мм
Затем, определяется сварочный ток
Iсв=(80 ÷ 100) h, А
Имея в виду, что каждые 80 ÷ 100 А дают глубину провара 1мм.
Iсв= 80 ∙ 12 = 960 А
Скорость сварки устанавливается в зависимости от силы тока.
Vсв=
 ,
, →
→ →
→
Vсв=
 = 20,83
= 20,83 = 2083
= 2083 =
0,57
=
0,57
Диаметр электрода определяется по формуле:
dэ=2
 , мм
, мм
где
 – плотность тока, А/мм2
– плотность тока, А/мм2
dэ=2
 = 4,9 мм
= 4,9 мм
Конструктивно принимаем dэ=5мм
При Uд =40 В, Ψпр = 2,2
Определяем эффективную тепловую мощность дуги.
Qэф
= 0.24∙ Iсв∙
Uд
∙ η,

где η–эффективный КПД дуги, для автоматической сварки под флюсом η=0.8÷0.95
Qэф=
0,24∙ 960 ∙ 40 ∙ 0,8 = 7372,8
Фактическая глубина провара определяется по формуле:
h
= 0,0156 ,см→ мм
,см→ мм
где Qэф – эффективная тепловая мощность дуги,
Vсв – скорость сварки (см/с)
h
= 0,0156 = 1,19см = 11,9мм
= 1,19см = 11,9мм
Определяем площадь наплавленного металла.
Fн
= ,
см
,
см
где Vсв – скорость сварки (см/ч)
γ – удельный вес металла (для стали 7.8 г/см3)
αн – коэффициент наплавки (г/А∙ч)
Для постоянного тока обратной полярности
αн
= 11,6
 0,4 ,
0,4 ,
Fн
=
 = 0,709см2
= 70,9мм2
= 0,709см2
= 70,9мм2
Определяется ширина шва
е = Ψпр∙ h
е = 2,2 ∙ 11,9 = 26,18мм
Определяется высота усиления шва
q=
 , мм
, мм
q
=
 =
3,66мм
=
3,66мм
Определяется коэффициент формы валика
Ψв
=

Ψв
=
 = 7,15
= 7,15
Найдём перекрой сварного шва:
K = 2h – S, мм
К = 2 ∙ 11,9 – 20 = 3,8 мм
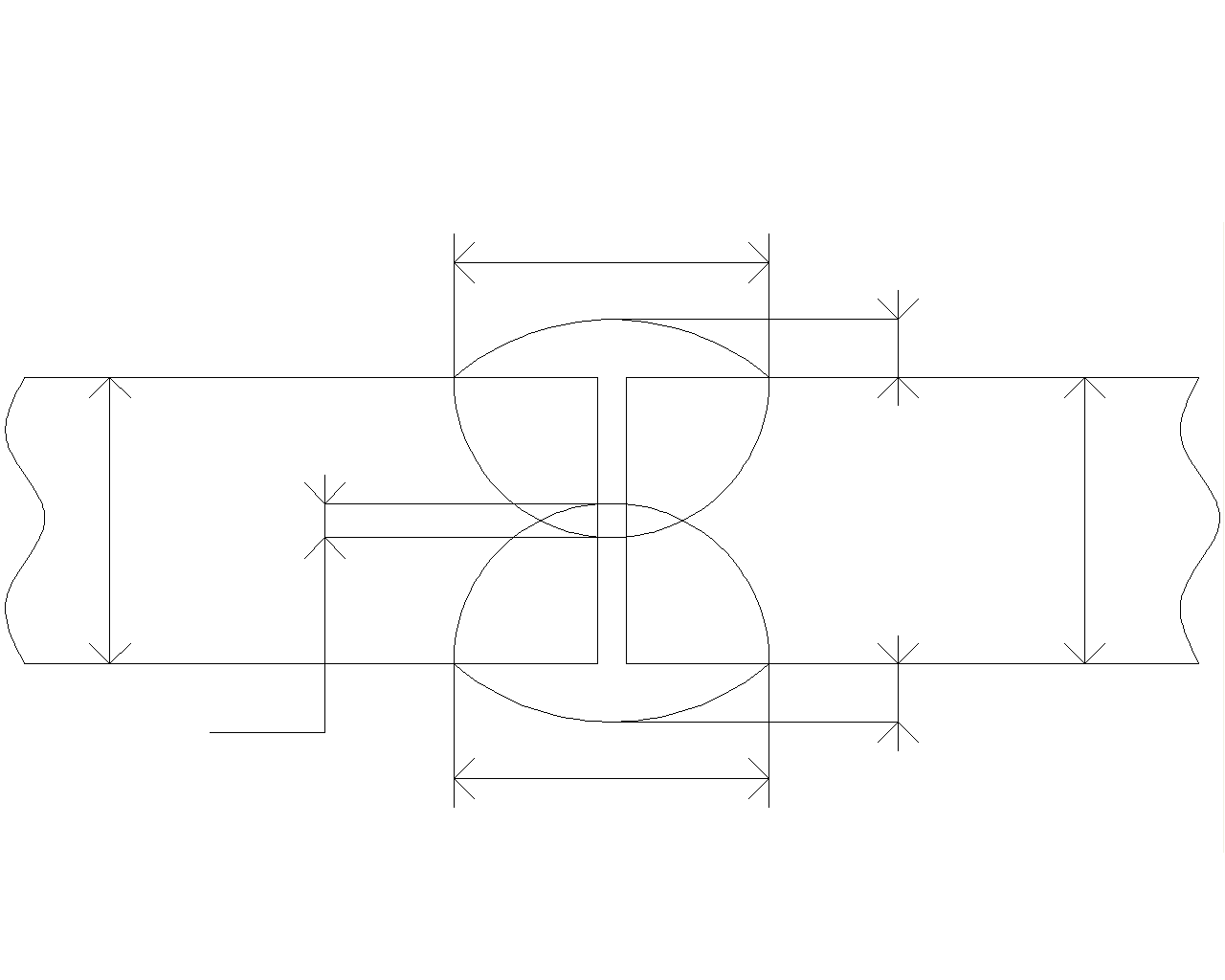
Рисунок 2 – Сварное соединениеС29 АффГОСТ 8713-79