

1.5.3Расчет углового шва.
Подбираем dэ
= 4мм, при dэ
= 4мм К=11мм,
 = 50
= 50
Затем, определяется площадь наплавленного металла.
Fн
=

Fн
=
 =0,6см2
= 60,5мм2
=0,6см2
= 60,5мм2
Сварочный ток
Iсв
=
 ∙
∙ ,
А
,
А
Iсв
=
 ∙
∙ = 628А
= 628А
По номограмме находим Uд и коэффициент формы провара.
Uд = 35 В, Ψпр = 2,8
Принимаем коэффициент
наплавки αн
= 12
Определим скорость сварки
Vсв=
 ,
, →
→ →
→
Vсв
=
 =1610,3
=1610,3 =
16,10
=
16,10 =
0,45
=
0,45
Определяем эффективную тепловую мощность дуги.
Qэф
= 0.24∙ Iсв∙
Uд
∙ η,

Qэф
= 0.24∙ 628 ∙
35 ∙ 0.8 = 4220,16
Определяется глубина проплавления.
h
= 0.0156 ,
мм
,
мм
h
= 0.0156 =
0,90см = 9мм
=
0,90см = 9мм
Ширина шва
е = h ∙ Ψпр, мм
е = 9 ∙ 2,8 = 25,2 мм
Определяется высота валика шва.
q=
 , мм
, мм
q
=
 =
3,29мм
=
3,29мм
Общая высота сварного шва.
Н = h + q , мм
Н = 9 + 3,29= 12,29 мм
Глубина заполнения разделки углового шва.
 =
=
 , мм
, мм
 =
=
 = 7,78 мм
= 7,78 мм
Глубина провара
hпр
= Н –

hпр = 12,29 – 7,78 = 4,51 мм
Определяется коэффициент формы шва.
Ψ =
 мм
мм
Ψ =
 =
2,05
=
2,05
Iкр = 350 + m ∙ Vсв
Iкр = 350 + 7 ∙ 16,10 = 462,7 А
Соотношение тока сварочного и критического определяет.
Iсв>Iкр – шов выпуклый.
Iсв<Iкр – шов вогнутый.
Iсв= 628 А>Iкр= 462,7 А
Шов выпуклый.
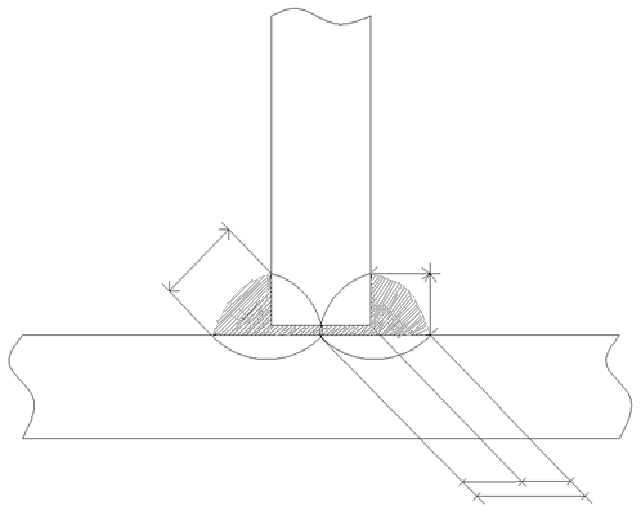
Рисунок 4 – Сварное соединение Т3 ГОСТ 3713-79
1.6 Расчёт потребностей сварочных материалов
Определяем площадь наплавленного металла
Для двухстороннего стыкового шва толщиной 12 мм:
Fн= 0,75 ∙ е ∙q∙ 2, мм2
Fн= 0,75∙18,15∙2,4∙ 2 = 65,34мм2= 0,653см2
Для двухстороннего стыкового шва толщиной 20 мм:
Fн= 0,75 ∙ 21,84 ∙ 2,87∙ 2 = 143,72 мм2= 1,43 см2
Для углового шва с сечениями толщиной 12×20 мм:
Fн=K2 / 2 ± 0,75 ∙e∙q, мм2
Fн= (112/ 2 + 0,75 ∙ 25,2 ∙ 3,29) = 122,68мм2= 1,22 см2
Определяем массу наплавленного металла
Gн =Fн ∙Lш ∙ У, г
Где Fн – площадь наплавленного металла, в см2;
Lш – длина шва, в см;
 –плотность
металла (для стали У = 7,8);
–плотность
металла (для стали У = 7,8);
Для двухстороннего стыкового шва толщиной 12 мм:
Gн = 0,653 ∙ ! ∙ 7,8 = 183,36 г = 0,183кг
Для двухстороннего стыкового шва толщиной 20 мм:
Gн = 1,43 ∙ 32 ∙ 7,8 = 356,92г = 0,356кг
Для углового шва с сечениями толщиной 12×18 мм:
Gн = 1,22 ∙ 652,5 ∙ 7,8 = 6209,19 г = 6,209кг
∑G= 0,183+0,219 + 10,357= 10,759кг
Определяем необходимое количество сварочной проволоки для сварки под флюсом
Рпр= Кпр∙ ∑G, кг
где Кпр– коэффициент для сварки под флюсом = 1,1
Рпр= 1,1 ∙ 10,759 = 11,83кг
Определяем необходимое количество флюса
Рфл= Кф∙ ∑G
где Кф=1,2
Рфл= 1,2 ∙ 10,759 = 12,91кг
Определим необходимое количество сварочной проволоки для сварки в защитном газе
Находим площадь поперечного сечения угловых швов для катетов К=9,
F=K2 / 2 = 12/2 = 0,5см2
Находим длину угловых швов
LР= 18676мм = 1867,6 см
LОФ = 13804мм = 1380,4см
Определяем массу наплавленного металла
GР=F∙LР∙ =
0,5 ∙ 1867,6∙ 7,8 = 7283,64 г = 7,283кг
=
0,5 ∙ 1867,6∙ 7,8 = 7283,64 г = 7,283кг
GОФ=F∙LОФ∙ =
0,5∙ 1380,4∙ 7,8 = 5383,56 г = 5,383кг
=
0,5∙ 1380,4∙ 7,8 = 5383,56 г = 5,383кг
G=GР+GОФ= 7,283 + 5,383 = 12,666кг
Определяем необходимое количество сварочной проволоки.
Рпр = Кпр ∙ G
где Кпр – коэффициент для сварки в смеси защитных газов Кпр = 1,05
Рпр = 1,05 ∙ 12,666 = 13,3кг
Определяем требуемое количество углекислого газа
Vr = t0∙ 60 ∙КР
Где t0 – время горения дуги, ч
КР – расход газа, л/мин
t0 = G/αн ∙ Iсв , ч
t0 = 12,666/(12 ∙ 628) = 0,001ч.
Vr = 0,001 ∙ 60 ∙ 18 = 1,08 м3