

Министерство образования и науки Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«Сибирский государственный индустриальный университет»
Металлургии черных металлов, стандартизации и сертификации
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовой работе
по дисциплине: «Методы и средства измерений, контроля и испытаний»
Выполнил: студент гр. ЗСК – 07П
Дегнер О.В.
Проверил: д.т.н., профессор,
Рожихина И.Д.
Новокузнецк
2012 Содержание
|
Введение |
3 |
|
1 Общая часть |
4 |
|
1.1 Сущность магнитных методов неразрушающего контроля |
4 |
|
6 |
|
1.3 Виды намагничивания объекта контроля 1.4 Способы контроля Специальная часть 2 Специальная часть 2.1 Обзор новых магнитных методов неразрушающего контроля Заключение Список использованной литературы |
11 14 16 16 21 22 |
Введение
Одним из важнейших направлений контроля качества на этапах изготовления, испытаний и эксплуатации изделий являются неразрушающие методы контроля. Наиболее развитые страны тратят ежегодно колоссальные средства на производство оборудования для неразрушающих методов контроля.
Основная задача неразрушающего контроля качества выпускаемой продукции состоит в том, чтобы, рационально используя эффективные методы и средства контроля, своевременно выявить технологические дефекты изделий, возникающие в процессе производства и при эксплуатации, определить причины, их порождающие, и разработать мероприятия, обеспечивающие бездефектный выпуск и безаварийную эксплуатацию авиационной техники.
Особое внимание должно быть обращено на обеспечение надежности и снижение трудоемкости контроля, что в немалой степени зависит от дефектоскопической технологичности и контролепригодности конструкций, то есть вопросов, которые должны быть рассмотрены и учтены при разработке новых изделий уже на ранних стадиях проектирования.
Методы неразрушающего контроля (НК) качества применимы для различных целей, например для входного контроля качества материалов и полуфабрикатов, для операционного контроля технологических процессов литья, сварки, пайки, склейки, клепки, сборки, для анализа технического состояния узлов и элементов конструкций в процессе эксплуатации изделий и т. д.
В настоящей курсовой работе подробно описан магнитный метод неразрушающего контроля.
Задача курсовой работы – описание магнитного метода НК.
Цель курсовой работы – рассмотрение и изучение магнитного метода НК.
4
1 Общая часть
Сущность магнитных методов неразрушающего контроля
Магнитные методы неразрушающего контроля используются для обнаружения скрытых дефектов в деталях, материалом для которых служит ферромагнитный металл (сталь, чугун), т. е. материалы, способные под воздействие внешнего магнитного возмущения менять свои магнитные характеристики.
Магнитный неразрушающий контроль (МНК) – метод контроля, в основе которого лежит способность выявления различных магнитных полей рассеяния, возникающих над местом образования дефектов при локальном намагничивании, используя в виде индикаторного вещества - порошка с ферромагнитными свойствами или магнитной суспензии.
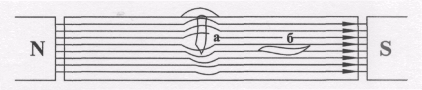
Рисунок 1 – Схема магнитного контроля при расположении дефекта поперек (а) и вдоль (б) магнитных силовых линий
Метод определения и оценки магнитных свойств объекта контроля. По способу получения первичной информации разделяют на несколько методов магнитного контроля: магнитопорошковый, магнитографический, феррозондовый, эффект Холла, индукционный, пондеромоторный, магниторезисторный.
Все без исключения методы магнитного НК для определения сплошности металлических изделий основаны на обнаружении локальных возмущений поля, происходящих из-за наличия дефектов в намагниченном ферромагнетике. После намагничивания объекта магнитный поток, протекающий по объекту контроля в случае встречи несплошности в толще изделия на пути магнитных линий,
5
возникают поля рассеивания, форма и амплитуда которых информирует о характере, размере, и глубине образования дефекта [1].
Методы магнитного неразрушающего контроля:
- Магнитопорошковый метод – метод магнитного неразрушающего контроля, основанный на использовании в качестве индикатора магнитного порошка;
- Индукционный метод – метод магнитного неразрушающего контроля, основанный на регистрации магнитных полей объекта контроля индукционными преобразователями;
- Феррозондовый метод – метод магнитного неразрушающего контроля, основанный на регистрации магнитных полей объекта контроля феррозондовыми преобразователями;
- Метод эффекта Холла – метод магнитного неразрушающего контроля, основанный на регистрации магнитных полей объекта контроля преобразователями Холла;
- Магнитографический метод – метод магнитного неразрушающего контроля, основанный на записи магнитных, полей объекта контроля на магнитный носитель с последующим воспроизведением сигналограммы;
- Магниторезистивный метод – метод магнитного неразрушающего контроля, основанный на регистрации магнитного поля объекта контроля магниторезистивными преобразователями;
- Пондеромоторный метод – метод магнитного неразрушающего контроля, основанный на пондеромоторном взаимодействии регистрируемого магнитного поля объекта контроля и магнитного поля постоянного магнита, электромагнита или рамки с током;
- Магнитополупроводниковый метод – метод магнитного неразрушающего контроля, основанный на регистрации магнитного поля объекта контроля магнитополупроводниковыми приборами.
6
Магнитный контроль в наши дни применяется почти во всех отраслях тяжелой и легкой промышленности: нефтехимической отрасли, черная металлургия, машиностроение и авиационная промышленность, энергетическое и химическое машиностроение (ГРЭС, ТЭЦ, АЭС), автомобильная промышленность и судостроение, строительство (трубопроводы, стальные конструкции, промышленные цистерны), транспорт (авиация, железнодорожный, автотранспорт) [2].
Первичные магнитные преобразователи и магнитные материалы для дефектоскопии
Действие магнитных приборов неразрушающего контроля основано либо на регистрации магнитных полей вблизи объекта контроля, либо на оценке магнитного потока внутри самого объекта. Например, магнитная дефектоскопия осуществляется путем регистрации магнитных полей рассеяния, создаваемых дефектами. В магнитной структуроскопии используется несколько путей. Оценка качества может осуществляться как по значению коэрцитивной силы, так и по остаточной намагниченности. В этих случаях оценивается напряженность магнитного поля некоторого участка поверхности объекта, для этого измеряют напряженность поля в воздухе вблизи объекта. Если оценивается форма петли гистерезиса, то одновременно с оценкой напряженности магнитного поля измеряют магнитный поток в объекте контроля. В толщинометрии используется тот факт, что при намагничивании объекта напряженность магнитного поля либо магнитный поток вблизи него зависят как от толщины объекта контроля, так и от зазора между объектом и расположенным вблизи него измерительным преобразователем. Кроме того, иногда используют силовое действие магнитного поля.
В приборах магнитного контроля в основном применяют первичные преобразователи, осуществляющие преобразование магнитных величин в
7
электрические. Несколько отличаются лишь преобразователи, использующие силовое действие магнитного поля.
Индукционные преобразователи:
В основу принципа действия индукционных преобразователей положен закон электромагнитной индукции, согласно которому ЭДС, наведенная в замкнутом контуре L, пропорциональна изменению во времени сцепления этого контура с магнитным потоком:
Магнитные преобразователи, использующие трансформаторную ЭДС могут применяться только в переменных магнитных полях. Магнитные преобразователи, использующие ЭДС движения, могут применяться для измерения в постоянных магнитных полях. Индукционные преобразователи в простейшем случае представляют собой катушку, размеры которой достаточно малы, чтобы можно было считать магнитное поле в ней однородным и находить индукцию просто делением магнитного потока на площадь сечения катушки. Это, как правило, короткие однослойные катушки, намотанные тонким проводом, чтобы можно было пренебречь толщиной намотки по сравнению с диаметром катушки.
Совершенно очевидно, что, увеличивая число витков, можно увеличить ЭДС, и это удобнее для ее последующего измерения. Необходимо только следить, чтобы размеры катушки не превышали размеры области, где поле может считаться однородным.
Магнитные индукционные головки:
Магнитный преобразователь в виде индукционной головки — это, по существу, обычный индукционный преобразователь. Его выделяют как отдельный тип преобразователя вследствие специфики применения и особенностей конструкции. Магнитная индукционная головка (рисунок 2) представляет собой кольцевой магнитопровод 1 с зазором 2. На магнитопроводе размещена катушка 3. Магнитный контроль с помощью такого преобразователя осуществляется путем перемещения его вблизи объекта контроля 4, причем
8
участок зазора соприкасается с поверхностью предварительно намагниченного объекта. В магнитном контроле магнитные головки применяют для обнаружения трещин на поверхности объекта.
Магнитный поток Фr в объекте 4, встречая трещину 5, частично огибает ее, а частично проходит по магнитопроводу. Часть этого потока Фраб проходит через сердечник и создает ЭДС в катушке, другая же часть создает поток рассеяния Фрас.
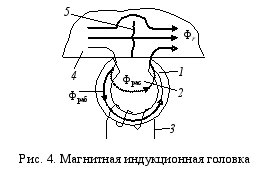
Рисунок 2 – Магнитная индукционная головка
Эффективность магнитной головки оценивают соотношением рабочего потока и потока рассеяния.
Феррозондовые преобразователи:
Это компонентные преобразователи, предназначенные для измерения либо напряженности магнитного поля, либо ее изменения в пространстве. Действие феррозондового преобразователя основано на нелинейности кривых намагничивания сердечников из магнитных материалов. В зависимости от взаимной ориентации векторов напряженности внешнего магнитного поля и магнитного поля возбуждения преобразователя различают феррозонды с продольным и поперечным возбуждением.
Феррозонд с продольным возбуждением состоит из двух идентичных полузондов, каждый из которых содержит цилиндрический сердечник из магнитомягкого материала с размещенными на нем двумя катушками. Одна катушка — возбуждающая — подключается к источнику переменного тока, другая — измерительная. На рис. 5 показана характеристика преобразования для
9
феррозонда, работающего в режиме полемера. При Н0=0 выходной сигнал феррозонда равен нулю. Рабочим является близкий линейному начальный участок, где действующее значение второй гармоники U2 пропорционально напряженности Н0. При значительном увеличении Н0 (больше Н>mах) происходит насыщение материала сердечника, в результате чего индукция становится независимой от напряженности возбуждающего поля Нв и ЭДС каждой измерительной обмотки уменьшается практически до нуля.
Гальваномагнитные преобразователи
Действие гальваномагнитных преобразователей основано на силовом действии магнитного поля на движущиеся электрические заряды. В основном типе гальваномагнитных преобразователей – преобразователях Холла – поле действует на заряды, движущиеся в полупроводнике.
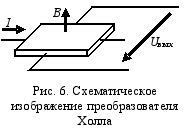
Рисунок 3 – Схематическое изображение преобразователя Холла
Чаще всего используют преобразователи Холла в виде плоской прямоугольной пластины из полупроводникового материала.
На рисунке 3 показаны направления тока I, вектора магнитной индукции В и напряжения, возникающего на выходе преобразователя. Напряжение на выходе преобразователя определяется выражением
Uвых=КМ×I×B, (1)
где КМ — магнитная чувствительность, которая указывается в паспорте преобразователя. Значение магнитной чувствительности колеблется в пределах 0,06 ...0,6 В/Тл.
Конструктивно преобразователи выполняют в виде пластин прямоугольной формы. Отечественная промышленность выпускает кремниевые, германиевые и
10
арсенид-галлиевые преобразователи Холла. Толщина преобразователя около 0,2
мм, размеры активной части от 1,8 х 0,6 до 6 х 3 мм. Габаритные размеры в слюдяных обкладках примерно вдвое больше.
Преобразователи Холла находят широкое применение при измерении как слабых магнитных полей (до 0,1 Тл), так и для измерения более сильных полей (В>1 Тл).
Магнитные ленты и магнитные порошки
Магнитные ленты, применяемые в магнитографической дефектоскопии,
занимают промежуточное положение между первичными магнитными преобразователями и магнитными порошками, используемыми для визуализации полей рассеяния дефектов. На каждом участке магнитной ленты записывается магнитный рельеф объекта в процессе контроля. Лента должна удовлетворять следующим требованиям:
- обладать одинаковыми магнитными свойствами (Нс, Вr, о всей поверхности;
- иметь линейную зависимость остаточной намагниченности J от напряженности внешнего намагничивающего поля в широком диапазоне напряженности;
- легко размагничиваться;
- обеспечивать воспроизводимость результатов;
- обладать высокой эластичностью в широком диапазоне температур.
Магнитные порошки служат для визуализации полей рассеяния, создаваемых дефектами. Получают их путем размола оксида железа в шаровых мельницах до частиц размером 0,1...60 мкм. Форма и размеры частиц, а также их магнитные свойства влияют на размер областей скоплений порошка, называемых валиком, там, где вблизи дефектов возникают поля рассеяния. Для облегчения условий работы оператора, контролирующего поверхность детали, порошки окрашивают.
При контроле светлых деталей чаще применяют черный магнитный
11
порошок. Для контроля деталей с темной поверхностью используют светлые
порошки с добавлением алюминиевой пудры либо люминесцентные порошки. Использование люминесцентных порошков эффективно только при ультрафиолетовом освещении.
Для облегчения работы операторов вместо порошков часто используют суспензии, в которых порошок разведен в жидкой среде – воде, минеральных маслах, керосине. Водная магнитная суспензия, кроме воды и порошка, содержит антикоррозионные добавки. Кроме того, в суспензии вводят поверхностно –
активные вещества, потому что в дисперсионной среде порошок находится не в виде отдельных частичек, а образует скопления — конгломераты из большого числа частиц. Поверхностно-активные вещества позволяют разбить крупные конгломераты на более мелкие, что повышает выявляющую способность суспензии.
Для приготовления суспензий выпускают также пасты, которые необходимо только развести в некотором количестве дисперсионной среды (воде или масле). Достоинством пасты является то, что порошок в ней хорошо растерт, находится в связанном состоянии, поэтому работать с ней значительно гигиеничнее, чем с порошком. В состав паст входят все необходимые добавки, поэтому процесс приготовления суспензий упрощается.
Виды намагничивания объекта контроля
Таблица 1 – Способы и схемы намагничивания изделий.
|
Вид намагничивания (по форме магнитного потока) |
Способ намагничивания |
Схема намагничивания |
|
|
Пропусканием тока по всему изделию |
|

12
Продолжение Таблицы 1
|
Вид намагничивания (по форме маг-нитного потока) |
Способ намагничивания |
Схема намагничивания |
|
|
Пропусканием тока по контролируемой части изделия |
|
|
Циркулярное |
С помощью провода с током, помещаемого в отверстие изделия |
|
|
|
Путем индуцирования тока в изделии |
|
|
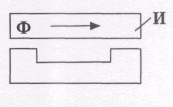
Продольное |
Постоянным магнитом |
|
|
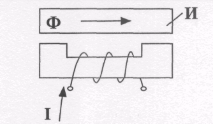
Полюсное |
Электромагнитом |
|

13
Продолжение Таблицы 1
|
Вид намагничивания (по форме магнитного потока) |
Способ намагничивания |
Схема намагничивания |
|
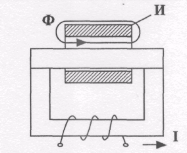
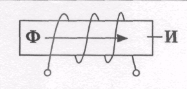
Продольное (полюсное) |
Намагничивающим соленоидом |
|
|
|
Пропусканием через изделие электрического и магнитного потока от электромагнита |
|
|
|
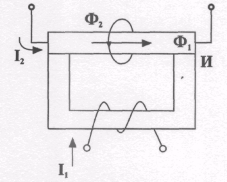
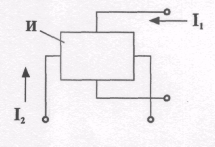
Пропусканием по изделию двух (или более) независимых токов во взаимно перпендикулярных направлениях |
|
|
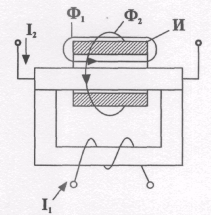
Комбинированное |
Путем индуцирования тока в изделии и током, проходящим по проводнику, помещенному в отверстии изделия |
|
14
Продолжение Таблицы 1
|
Вид намагничивания (по форме магнитного потока) |
Способ намагничивания |
Схема намагничивания |
|
|
Пропусканием тока по изделию и при помощи соленоида |
|

В зависимости от ориентации дефектов, подлежащих обнаружению, применяют намагничивание в одном, двух или в трех взаимно перпендикулярных направлениях (или применяют комбинированное намагничивание).
Нанесение магнитного порошка на контролируемое изделие может производиться двумя способами: сухим и мокрым. В первом случае для обнаружения дефектов применяют сухой магнитный порошок, во втором – магнитную суспензию (взвесь магнитного порошка в дисперсионной среде). В качестве дисперсионной среды могут применяться вода, масло, керосин, смесь масла с керосином и др.
Разбраковка изделий проводится путем визуального осмотра поверхности изделия на наличие отложений магнитного порошка в местах дефектов. При необходимости расшифровка результатов контроля может проводиться с применением оптических средств, тип и увеличение которых устанавливаются технической документацией на контроль конкретных изделий.
Способы контроля
В зависимости от магнитных свойств материала (коэрцитивной силы Нс и
15
остаточной индукции Вr), формы и размеров контролируемого изделия применяют два способа контроля:
- способ приложенного поля (СПП),
- способ остаточной намагниченности (СОН).
Контроль способом приложенного магнитного поля осуществляется при одновременном намагничивании изделия и нанесении на контролируемую поверхность магнитной суспензии или сухого магнитного порошка. Стекание основной массы магнитной суспензии с контролируемой поверхности участка изделия должно проходить во время действия внешнего намагничивающего поля
Контроль способом остаточной намагниченности заключается в предварительном намагничивании контролируемого изделия и последующем нанесении на его поверхность магнитной суспензии или порошка. Промежуток времени между намагничиванием изделия и нанесением магнитной суспензии или порошка не должен превышать одного часа.
Контроль СПП производится на изделиях:
из магнитомягких материалов (коэрцитивная сила Нс< 10А/см);
у которых отношение длины к эквивалентному диаметру менее установленного для данного материала норматива, с остаточной индукцией Вr;
имеющих сложную форму;
крупногабаритных при контроле их по участкам.
Режимы контроля могут при необходимости уточняться экспериментально применительно к контролю конкретных изделий [3].
16
Специальная часть