

4.9. Проектирование средств технического контроля
Средства контроля, применяемые для операционного и приемочного контроля детали, в зависимости от типа производства могут быть как универсальными, так и специальными. В качестве проектируемых могут быть выбраны гладкие калибры для контроля валов и отверстий, конусные, шлицевые и шпоночные калибры.
Виды гладких калибров для цилиндрических валов и отверстий устанавливает ГОСТ 24851-81. Для контроля отверстий применяют предельные калибры-пробки различных конструкций (ГОСТ 14807-69 – ГОСТ 14827-69); для контроля валов – предельные калибры-скобы (ГОСТ 18358-93 – ГОСТ 18369-93), листовые скобы и пробки, оснащенные твердым сплавом (ГОСТ 16775-93 – ГОСТ 16780-93).
Для контроля резьбовых поверхностей применяют пробки резьбовые (ГОСТ 17756-72 – ГОСТ 17762-72) и кольца резьбовые (ГОСТ 17763-72 – ГОСТ 17766-72).
Для контроля шпоночных соединений применяют калибры-пробки, калибры-призмы, калибры-глубиномеры, калибры пазовые (ГОСТ 24110-80 – ГОСТ 24121-80).
Для контроля шлицевых соединений применяют комплексные калибры (ГОСТ 24960-81 – ГОСТ 24969-81).
Технические требования и условия на гладкие нерегулируемые калибры и калибры для контроля шпоночных соединений устанавливает ГОСТ 2015-84, на резьбовые калибры – ГОСТ 2016-86, на калибры для шлицевых соединений – ГОСТ 24959-81.
Допуски гладких рабочих калибров для отверстий и валов устанавливает ГОСТ 24853-81, калибров для метрической резьбы – ГОСТ 24997-2004, калибров для шпоночных соединений – ГОСТ 24109-80, калибры для шлицевых соединений – ГОСТ 7951-80.
Конструкции гладких калибров и требования к материалам для их изготовления подробно приведены в справочнике [13].
При проектировании средств контроля производят расчет их исполнительных размеров по формулам, приведенным в справочниках [13, 20] и ГОСТ 24851-81. При проектировании калибров необходимо выбрать их конструкцию по соответствующему стандарту и рассчитать исполнительные размеры. Остальные размеры конструкции калибра необходимо взять по справочным таблицам.
В курсовом проекте необходимо спроектировать 2-3 калибра для наиболее ответственных размеров, изготавливаемых по 6-9 квалитету точности.
Спроектированные калибры необходимо оформить в виде чертежей на форматах А3. На чертежах следует показать все необходимые виды и сечения, исполнительные и конструкторские размеры, а также указать марку материала и технические требования на изготовление.
Пример расчета исполнительных размеров калибра-скобы.
Для
контроля диаметра вала 40k6
![]() выбираем
гладкий односторонний двухпредельный
калибр-скобу.
выбираем
гладкий односторонний двухпредельный
калибр-скобу.
По нормативным данным таблицы допусков и отклонений калибров [13, с. 43-44] установим значения для определения исполнительных размеров калибра:
Z1 – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия,
Z1 = 3,5 мкм
У1 – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия,
У1 = 3,0 мкм
Н1 – допуск на изготовление калибра для вала,
Н1 = 4,0 мкм
Определим предельные размеры вала:
dmax = dн + es = 40,018 мм
dmin = dн + ei = 40,002 мм
Определим наименьший размер проходной части калибра-скобы:
ПРmin = dmax – Z1 – Н1/2 = 40,018 – 0,0035 – 0,004 / 2 = 40,0125 мм
Определим наименьший размер непроходной части калибра-скобы:
НЕmin = dmin – Н1/2 = 40,002 – 0,004 / 2 = 40,0 мм
Определим предельный размер изношенного калибра-скобы:
ПРизн = dmax + У1 = 40,018 + 0,002 = 40,02 мм
Когда калибр ПР будет иметь этот размер, его следует изъять из эксплуатации.
Исполнительные размеры калибра-скобы ПР 40,0125+0,004 и НЕ 40+0,004.
Построим схему расположения полей допусков калибра для вала диаметром 40k6 (рисунок 1).
Проектируем калибр-скобу 8112-0132 и назначаем габаритные размеры по рекомендациям ГОСТ 18360-93 13, с. 52 (рисунок 2).
Определим технические требования по ГОСТ 2015-84. В качестве материала для изготовления калибра-скобы принимаем сталь 20 по ГОСТ 1050-88. Рабочие поверхности цементировать. Толщина слоя цементации должна быть не менее 0,5 мм. Твердость рабочих поверхностей, поверхностей заходных и выходных фасок должна быть в пределах: 59...65 HRCэ. Параметр шероховатости Ra рабочих поверхностей – 0,08 мкм. Неуказанные предельные отклонения размеров: валов h14, отверстий HI4, остальных ±IT14/2.
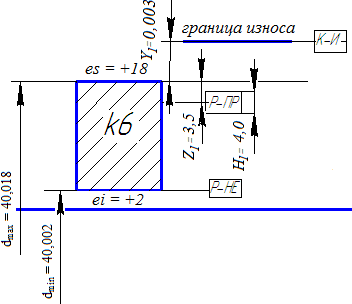
Рисунок 1 – Схема расположения полей допусков для калибра-скобы 40k6

Рисунок 2 – Калибр-скоба 40k6