

Tehnologiya_shveynyh_izdeliy_2012
.pdfСРЕДСТВА МАЛОЙ МЕХАНИЗАЦИИ
I группа |
|
II группа |
|
III группа |
|
|
|
|
|
Спецприспособления |
|
Спецприспособле- |
|
Спецприспособления |
для соединения дета- |
|
|
для соединения |
|
|
ния для подгибания |
|
||
лей и выполнения |
|
|
нескольких деталей с |
|
|
среза полуфабриката |
|
||
отделочных строчек |
|
|
одновременным подги- |
|
|
(без соединения |
|
||
(без подгибания |
|
|
банием срезов (кроме |
|
|
деталей) |
|
||
материала) |
|
|
окантовывателей) |
|
|
|
|
||
|
|
|
|
|
IV группа
Спецприспособления для окантовывания срезов деталей
V группа
Спецприспособления для специальных видов работ
VI группа
Прочие спецприспособления к швейным машинам
Линейки-ограничители |
Лапки с бортиками |
Направляющие линейки |
Лапка-рубильник |
Приспособление |
Приспособление |
Запошиватели |
Окантовыватели |
Для обметывания петель без разметки мест их расположения |
Для пришивания пуговиц, крючков и другие |
Предохранитель для лица,рук |
Спецприспособления для надевания замков на за- стежки-молнии, для вывертывания деталей, шаблоны и другие |
Рисунок 2.21 – Схема средств малой механизации
61

Группа 1 – Спецприспособления для соединения деталей и выполнения отделочных строчек (без подгибания материала).
Лапки с ограничительными бортиками и линейки предназначены для выполнения строчек на заданном расстоянии от края полуфабриката, ранее выполненной строчки или какого-либо другого ориентира. Варианты прижимных лапок с ограничительными бортиками и ограничительных линеек к швейным машинам представлены на рисунке 2.22.
Прочие спецприспособления для соединения деталей и выполнения отделочных строчек (без подгибания материала) предназначены непо-
средственно для выполнения отделочных конкретных операций и имеют более узкую область применения, чем рассмотренные ранее приспособления (например, настрачивание канта, рюшей, эмблем; обтачивание бортов пальто с одновременным прокладыванием кромки; стачивание деталей изделия двумя параллельными строчками с расстоянием между ними 1,5 мм и т. п.). Варианты прочих спецприспособлений для соединения деталей и выполнения отделочных строчек (без подгибания материала) представлены на рисунке 2.23.
Группа 2 – Спецприспособления для подгибания среза полуфабриката (без соединения деталей). Они предназначены для подгибания срезов одной детали, позволяющие получить одинаковую ширину подгибки и обеспечить параллельность строчки подогнутому краю. Варианты спецприспособлений для подгибания срезов представлены на рисунке
2.24.
Рисунок 2.22 – Прижимные лапки с бортиками и ограничительные линейки
Рисунок 2.23 – Прочие спецприспособления для соединения деталей и выполнения отделочных строчек (без подгибания материала)
62

Рисунок 2.24 – Спецприспособления для подгибания срезов
Спецприспособления для застрачивания складок и защипов позво-
ляют с большой точностью обеспечить одинаковую ширину перегибов
ипрокладывание параллельно им строчек. Варианты спецприспособлений для застрачивания складок и защипов представлены на рисунке
2.25.
Спомощью спецприспособлений для изготовления шлевок, съемных поясов, ремешков и подобных деталей подгибаются срезы деталей швейных изделий, имеющих форму полоски, с одной или двух сторон. Варианты спецприспособлений для шлевок, съемных поясов, ремешков
итому подобных деталей представлены на рисунке 2.26.
Группа 3 – Спецприспособления для соединения нескольких деталей с одновременным подгибанием срезов (кроме окантовывателей).
Спецприспособления для выполнения запошивочного шва и шва
«взамок». Для выполнения запошивочных швов применяется специальная лапка-запошиватель и др. Спецприспособления для выполнения шва «взамок» различаются в зависимости от расстояния между иглами (5 мм
Рисунок 2.25 – Спецприспособления для застрачивания складок и защипов
Рисунок 2.26 – Спецприспособления для изготовления шлевок, съемных поясов, ремешков и тому подобных деталей
63

для платьево-блузочных и костюмных тканей, 7 мм для пальтовых тканей) и типа машин. Варианты спецприспособлений для выполнения запошивочного шва и шва «взамок» представлены на рисунке 2.27.
Спецприспособления для выполнения настрочных швов с подгибанием среза одной из соединяемых деталей. Типы швов, выполняемые с применением спецприспособлений этой группы, отличаются друг от друга в зависимости от направления подгибания срезов деталей и типа стежка (301, 402 и 2*301). Модификации спецприспособлений, помимо шва, разделяются в зависимости от толщины соединяемых материалов и типа машины. Варианты спецприспособлений для выполнения настрочных швов с подгибанием среза одной из соединяемых деталей представлены на рисунке 2.28.
Конструктивные модификации спецприспособлений для настрачивания отдельных полосок с одновременным подгибанием их срезов
выделяются в зависимости от следующих факторов:
расстояние между иглами двухигольной машины (12; 19; 28 и
32 мм);
ширина припуска на подгиб полоски ткани;
наличие или отсутствие дополнительных декоративных эле-
ментов.
Варианты спецприспособлений для настрачивания отдельных полосок с одновременным подгибанием их срезов представлены на рисун-
ке 2.29.
Рисунок 2.27 – Спецприспособления для выполнения запошивочных швов и швов «взамок»
Рисунок 2.28 – Спецприспособления для выполнения настрочных швов с подгибанием среза одной из соединяемых деталей
64
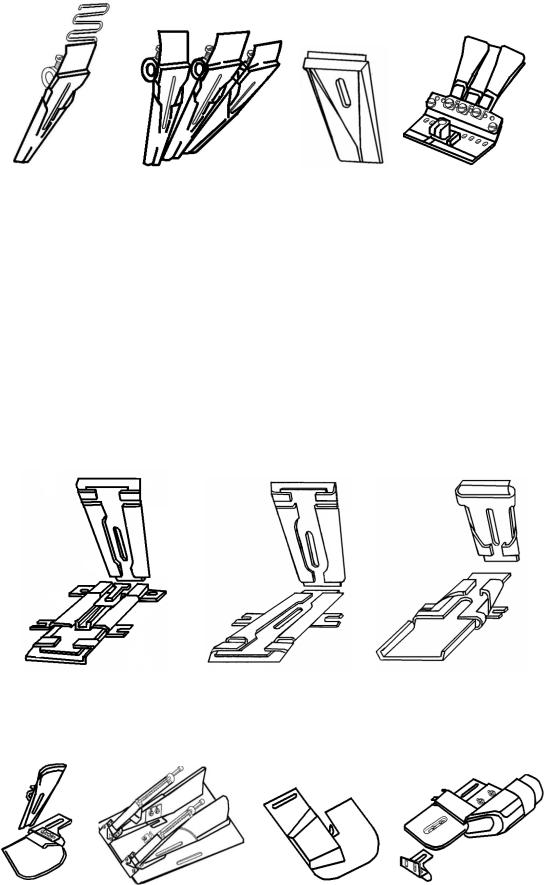
Рисунок 2.29 – Спецприспособления для настрачивания отдельных полосок с одновременным подгибанием их срезов
Спецприспособления для сборки съемных поясов, погон, хлястиков
предназначены для двухигольных швейных машин. Варианты спецприспособлений для сборки съемных поясов, погон, хлястиков представлены на рисунке 2.30.
Спецприспособления для притачивания планок, обтачек, манжет, несъемных поясов и других изделий предназначены для двухигольных швейных машин, а в перспективе – для трех- и четырехигольных машин цепного стежка. Варианты спецприспособлений для притачивания планок, обтачек, манжет, несъемных поясов представлены на рисунке 2.31.
Рисунок 2.30 – Спецприспособления для сборки съемных поясов, погон, хлястиков
Рисунок 2.31 – Спецприспособления для притачивания планок, обтачек, манжет, несъемных поясов
65

Спецприспособления для втачивания канта. Варианты спецпри-
способлений для втачивания канта представлены на рисунке 2.32.
Спецприспособления для сборки прорезных карманов. Варианты спецприспособлений для сборки прорезных карманов представлены на рисунке 2.33.
Группа 4 – Спецприспособления для окантовывания срезов. Спецприспособления данной группы предназначены для окантовывания срезов деталей швейных изделий полосками ткани или тесьмой. Находят применение разновидности таких приспособлений, предназначенные для настрачивания полосок ткани, сложенных по типу окантовочной полоски, на детали швейных изделий. Варианты спецприспособлений для окантовывания срезов деталей изделий представлены на рисун-
ке 2.34.
Группа 5 – Спецприспособления для обметывания петель, пришивания пуговиц, крючков и другой фурнитуры. Наибольшее распространение среди спецприспособлений этой группы получили спецприспособления для обметывания петель без предварительной разметки места их расположения. Улучшение качества заключается в повышении точности расположения петель на деталях одежды. Варианты спецприспособлений для обметывания петель, пришивания пуговиц представлены на рисунке 2.35.
Рисунок 2.32 – Спецприспособления для втачивания канта
Рисунок 2.33 – Спецприспособления для сборки прорезных карманов
Рисунок 2.34 – Спецприспособления для окантовывания срезов деталей изделий
66

Рисунок 2.35 – Спецприспособления для обметывания петель, пришивания пуговиц без разметки мест их расположения
Группа 6 – Прочие спецприспособления к швейным машинам. В эту группу объединены следующие спецприспособления:
универсальная державка для лапок, позволяющая быстро заменить одну прижимную лапку другой (рисунок 2.36 а);
спецприспособление для надевания замка на застежку-молнию (рисунок 2.36 б);
спецприспособление для наматывания полосок материала на кассеты (рисунок 2.36 в);
спецприспособление для изготовления рулика «спагетти» в нижнем белье (рисунок 2.36 г);
предохранители для рук, глаз;
шаблоны;
спецприспособление для выворачивания деталей;
для предохранения от технологических опасностей (защитные экраны, бортики и т. п.) и других операций, которые не могут выполняться с применением оснастки, отнесенной к первым пяти группам.
а б в г
Рисунок 2.36 – Прочие спецприспособления к швейным машинам
67

2.2 КЛЕЕВЫЕ МЕТОДЫ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ
2.2.1 Сущность процесса склеивания
Клеевые соединения широко применяются при изготовлении швейных изделий. Несмотря на то, что их доля в общей трудоѐмкости изготовления верхней одежды невелика (таблица 2.9), для придания формоустойчивости деталям, многие из них дублируются (таблица 2.10, рисунок 2.37).
Склеивание происходит за счѐт расплавления клея, помещѐнного между текстильными материалами, под воздействием температуры и давления. При нагревании под давлением термопластичный клей переходит в вязкотекучее состояние, проникает в материалы на некоторую глубину и при охлаждении скрепляет их. Наиболее качественное соединение получается при образовании равномерной клеевой прослойки.
Таблица 2.9 – Удельный вес операций клеевой технологии в общей трудоемкости операций по соединению деталей и узлов
|
Удельный вес операции, % |
||
Швейное изделие |
ниточной |
влажно-тепловой |
клеевой |
|
технологии |
обработки |
технологии |
Женское пальто из шер- |
51,8 |
13,3 |
6,3 |
стяной ткани |
|
|
|
Мужской пиджак из шер- |
40,0 |
33,3 |
8,7 |
стяной ткани |
|
|
|
Мужская сорочка |
66,0 |
4,4 |
4,4 |
Таблица 2.10 – Применение клеевой технологии для отдельных видов швейных изделий
|
Площадь |
Удельный вес площа- |
|
|
деталей, см2 |
ди деталей, дублиро- |
|
Швейное изделие |
из основ- |
из термоклеево- |
ванных термоклеевы- |
|
ного мате- |
го прокладочно- |
ми прокладочными |
|
риала |
го материала |
материалами, % |
Мужской пиджак из шер- |
|
|
|
стяной ткани |
18362 |
8665 |
0,47 |
Мужская сорочка из хлоп- |
|
|
|
колавсановой ткани |
18 789 |
794 |
0,042 |
Женский плащ |
31701 |
6148 |
0,19 |
Женское пальто |
28857 |
15 768 |
0,546 |
Утепленные куртки: |
|
|
|
традиционная |
|
|
|
технология |
19 200 |
0 |
0 |
клеевая |
|
|
|
технология |
19 200 |
19 200 |
1,0 |
|
68 |
|
|

а |
б |
в |
Рисунок 2.37 – Конструктивное устройство мужского пиджака: а – внешний вид готового изделия;
б, в – иллюстрация схемы дублирования деталей
Клеевая технология одежды использует одно из фундаментальных свойств материи – адгезию.
Адгезия – способность клея связываться с субстратом и прочно на нѐм удерживаться. Адгезия является тем фундаментом, на котором построены многие процессы живой и неживой природы. Ее используют в технологии изготовления одежды при получении композиционных материалов, склеивании и нанесении защитных покрытий. Композиционные материалы, или композиты, — материалы на текстильной основе (например, пальтовые, костюмные ткани) с заданным распределением в них или на их поверхности упрочнителей, фиксаторов, армирующих покрытий и т. п. По прочности, упругости и другим показателям свойств композиты превосходят исходную текстильную основу. Примерами композитов являются термоклеевые прокладочные материалы в виде текстильной основы с нанесенным клеевым покрытием, многослойные дублированные полотна.
Вредным проявлением адгезии является загрязнение текстильных материалов при эксплуатации одежды. В частности, для уменьшения загрязняемости текстильных материалов их подвергают специальной грязеотталкивающей обработке, которая снижает их адгезионные свойства.
Клеевое соединение возможно при одновременном наличии адгезионных и когезионных сил.
Когезия – сила взаимодействия между частицами клея, определяющая его прочность в сухом состоянии.
Клеевое соединение (рисунок 2.38) – соединение с помощью клея (адгезива) двух и более различных текстильных материалов (субстратов).
В качестве субстратов могут быть использованы одиночные волокна, нетканые материалы, ткани, трикотажные полотна.
69

А, В – текстильные материалы (субстраты); Б – клей (адгезив);
1, 9 – слои текстильных материалов, не участвующих в склеивании; 2, 8 – слои текстильных материалов, близких к поверхности раздела;
3, 7 – слои клея атомарной или молекулярной толщины; 4, 6 – слои клея, структура которых
отличается от структуры основной массы; 5 – слой клея, на свойствах которого
влияние поверхности раздела не сказывается
Рисунок 2.38 – Схема клеевого соединения
Этапы образования клеевых соединений:
1.Образование непосредственного контакта между поверхностями адгезива и субстратов.
2.Проявление сил, обеспечивающих адгезионное сцепление в зоне контакта.
3.Формирование когезионной прочности слоя адгезива.
Процесс образования клеевого соединения является многостадийным и многофакторным. Интерес к адгезии возник примерно в середине 40-х гг. XX в. В это время изучение явления адгезии стало самостоятельной областью научного исследования. Одним из основных затруднений при исследовании механизма адгезии является то обстоятельство, что предмет исследования относится к нескольким отраслям науки: учению о макромолекулах, физической химии поверхностей, материаловедению, механике, теории разрушения, реологии.
В настоящее время при изучении и объяснении особенностей проявления адгезии используют разные теории, которые находятся в большой зависимости от области их применения. Многие теоретические модели адгезии дополняют друг друга, а некоторые находятся в противоречии между собой. Наиболее распространенными являются следующие теории склеивания:
–адсорбционная;
–диффузионная;
–реологическая (теория пограничных слоев и промежуточных
фаз);
– поглощения (термодинамическая);
70