

2.2 Выбор транспортных средств на поточной линии
При выборе транспортных средств на поточной линии студент должен руководствоваться следующими факторами: габаритами и весом транспортируемых деталей и узлов, наличием параллельных мест на операциях и характером помещения, в котором располагается линия.
На поточных линиях механической обработки деталей широко применяются различные конвейерные и неконвейерные (ручные и механические тележки, скаты, склизы, лотки, рольганги и т.д.) средства межоперационного транспорта.
Если в качестве транспортного средства на поточной линии используется ленточный распределительный конвейер, то необходимо рассчитать следующие параметры: длину конвейера, расстояние между транспортируемыми деталями и скорость движения конвейера, также необходимо отметить особенности конвейера.
Длина рабочей части конвейера определяется по формуле
При одностороннем расположении рабочих мест (Сл≤15 р.м.)
![]()
где ![]() - среднее расстояние между центрами
рабочих мест (шаг конвейера), м. (принимается
1,5 – 2,5 м.);
- среднее расстояние между центрами
рабочих мест (шаг конвейера), м. (принимается
1,5 – 2,5 м.);
Сл - общее количество рабочих мест на поточной линии.
При двустороннем расположении рабочих мест (Сл>15 р.м.)
![]()
Полная длина конвейера отличается от длины рабочей части площадью, отводимой на приводящее и натяжное устройство
![]() ,
,
где R - радиус натяжного устройства (0,2 0,4м.)
π = 3,14
Скорость движения конвейера определяется, исходя из шага конвейера и такта поточной линии
При одностороннем расположении рабочих мест скорость конвейера определяется по следующей формуле:
![]()
При двустороннем расположении рабочих мест скорость конвейера определяется
![]()
Нормативная скорость движения конвейера находится в пределах (0,1-4м/мин.)
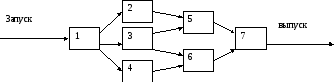
При наличии на поточной линии параллельных рабочих мест на операциях следует разработать схему их взаимосвязи. Она необходима для правильной планировки поточной линии. Взаимосвязь рабочих мест и система адресования предметов труда на поточной линии оформляются в виде схемы.
Схема взаимосвязи рабочих мест
Кроме того, если на поточной линии применяется конвейер, то следует осуществить разметку его ленты.
Разметка может быть цифровая, буквенная, цветовая и т.д.
Для организации системы адресования предметов на линии определяется период распределительного конвейера, т.е. минимальный необходимый комплект разметочных знаков. Он определяется как наименьшее общее кратное от количества рабочих мест на каждой операции поточной линии. Например, количество рабочих на поточной линии по операциям равно (1,3,2,1), то период конвейера (П) будет равен 6.
Распределение разметочных знаков по операциям на конвейере оформляется в виде таблицы (табл.3)
Таблица 3 - Закрепление разметочных знаков за рабочими местами на распределительном конвейере
|
№ операции |
Кол-во рабочих мест на операции |
Номера рабочих мест на операции |
Разметочные знаки, закрепленные за одним рабочим местом |
Число номеров, закрепленных за одним рабочим |
|
1 |
1 |
1 |
1,2,3,4,5,6 |
6 |
|
2 |
3 |
2 3 4 |
1,4 2,5 3,6 |
2 |
|
3 |
2 |
5 6 |
1,3,5 2,4,6 |
3 |
|
4 |
1 |
7 |
1,2,3,4,5,6 |
6 |