

Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Южно-Уральский государственный университет
Филиал ЮУрГУ в г. Златоусте
УДК 621.9
М 135
П.Г. Мазеин, С.П. Пестов
ПРОГРАММИРОВАНИЕ ОБРАБОТКИ ДЕТАЛЕЙ
НА МИНИГАБАРИТНОМ ФРЕЗЕРНОМ СТАНКЕ МОДЕЛИ MF70-4Ф4
С КОМПЬЮТЕРНЫМ УПРАВЛЕНИЕМ
Учебное пособие к лабораторной работе
Челябинск
2006
УДК 621.941(075.8)
Мазеин П.Г., Пестов С.П. Программирование обработки деталей на минигабаритном фрезерном станке модели MF70-4Ф4 с компьютерным управлением: Учебное пособие к лабораторной работе. – Челябинск: Изд-во ЮУрГУ, 2006. – 18 с.
В учебном пособии рассмотрена методика программирования деталей на минигабаритном фрезерном станке модели MF70-4Ф4 c компьютерным управлением.
Пособие предназначено для студентов специальностей 151001 и 220301 при выполнении лабораторной работы по курсу “Оборудование компьютеризованного производства”.
Ил. 9, табл. 1, список лит. – 1 назв.
Одобрено учебно-методической комиссией филиала ЮУрГУ в г. Златоусте.
Рецензенты: Носов В.Д., Звонарева Л.М.
© Издательство ЮУрГУ, 2006
1. Цель работы
Получить знания и навыки по программированию обработки деталей на минигабаритном фрезерном станком модели MF70-4Ф4 с компьютерным управлением.
2. Порядок выполнения лабораторной работы
2.1. Получить у преподавателя индивидуальное задание.
2.2. Изучить формат кадра управляющей программы (УП) и методику программирования для минигабаритного станка.
2.3. Разработать и записать УП обработки заданной детали.
2.4. Проверить работоспособность УП при работе на имитаторе станка. Устранить выявленные недостатки.
2.5. Обработать деталь на станке.
2.6. Оформить и защитить отчет по лабораторной работе.
3. Система координат станка и детали
Система координат станка определяется местоположением начала координат станка или нулевой точки станка. За ноль станка принимается текущее положение суппортов. Нулевая точка станка и детали настраиваются в программе STEPPER CNC. Положение осей координат минигабаритного станка представлено на рис. 1.
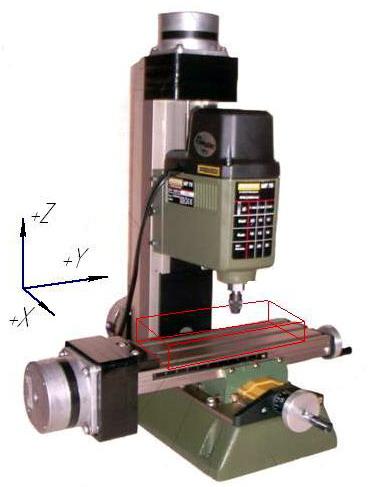
Рис. 1. Положение осей координат фрезерного станка
4.Формат кадра в программе stepper cnc
Подготовка управляющих программ (УП) осуществляется в программе STEPPER CNC.
Управляющая программа обработки детали состоит из последовательности кадров. В кадре записывается геометрическая, технологическая или иная информация по обработке не менее одного элементарного участка детали. Кадры состоят из слов, в которых содержатся данные, определяющие программу работы отдельных исполнительных органов: перемещения по координатным осям, скорость подачи, частоту вращения шпинделя и др. Под форматом кадра понимается порядок и расположение слов в кадре с максимально возможным объемом информации. Составной частью слова является адрес. Значения символов адресов приведены в ГОСТ 20999-83. Адрес является командой по управлению станка с ЧПУ. Поэтому каждый отдельный кадр УП должен соответствовать формату:
[Номер кадра] [Команда] [Параметры команды]
Значения символов адресов или команд в программе STEPPER CNC приведены в табл. 1
В одном кадре не должно быть одновременно М и G функций, параметрами к которым идут одинаковые параметры. Т.е. если М функция имеет параметр X Y Z, то в этой же строке не должно быть G функции с параметрами X Y Z.
Таблица 1
|
Адресная буква (команда) |
Значение |
|
N |
Порядковый номер кадра |
|
G |
Команда задания режима операции (линейная, круговая интерполяция и т.д.) или подготовительная функция |
|
X, Y, Z |
Значения координат |
|
F |
Скорость подачи суппорта |
|
S |
Частота вращения шпинделя |
|
Т |
Номер инструмента |
|
М |
Вспомогательная команда (функция) |
|
R |
Радиус дуги окружности |
|
P |
Длительность паузы, номер подпрограммы, номер фиксированной точки, параметр команды |
Составляющие кадра отделяются друг от друга одним пробелом.
Строка, начинающаяся с символа ; считается комментарием.
Например:
; Включение шпинделя
N100 S1000 M03
Параметры и их значения пробелами не разделяются.
Например: X-100.6.