

3.Подготовка металла к свариванию.
1) Способы очищения поверхности.
Металл, идущий на изготовление сварных конструкций, предварительно очищают и выправляют.
Очистка должна производиться до сборки узла. Металл в месте сварки тщательно очищают от ржавчины, масла, влаги, окалины, загрязнений, наличие которых приводит к образованию пор и других дефектов. Особенно следует обратить внимание на зачистку металла в зазоре между кромками. Если в зазор уже собранного узла попали загрязнения, его следует тщательно продуть сжатым воздухом или прожечь пламенем горелки.
Очистка производится ручными и механическими проволочными щетками, иглофрезами, гидропескоструйным и дробеметным способами, пламенем многофакельной горелки, абразивными кругами, травлением в растворах кислот и щелочей, промывкой растворителями.
2) Соединение конструкций, зазор, соединение кромок.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок создает дополнительные сварочные деформации и напряжения, тем самым ухудшая прочностные свойства сварного соединения. Смещение кромок регламентируется либо ГОСТами, либо техническими условиями. Кроме того, смещение кромок не позволяет получать монолитного сварного шва по сечению свариваемых кромок.
ГОСТ 5264-80 предусматривает для стыковых соединений формы подготовленных кромок, представленные на рис. 26; для угловых соединений - на рис. 27; тавровых – на рис. 28 и нахлесточных - на рис. 29.

Рис. 26. Форма подготовленных кромок под сварку для стыковых соединений

Рис. 27. Форма подготовленных кромок под сварку для угловых соединений
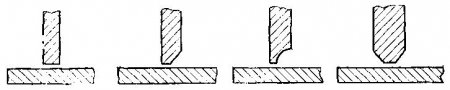
Рис. 28. Форма подготовленных кромок под сварку для тавровых соединений
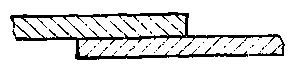
Рис. 29. Форма подготовленных кромок под сварку для нахлесточных соединений
3) Прихватывание деталей, их размеры.
Когда все подготовлено, зачищено и выставлено давайте перейдем к главному моменту, а именно к посадке изделия на прихватки. Этот момент считается главным, потому что от правильности сборки на прихватки зависит качество готовых изделий после сварки.Пример первый: Сварка изделий под углом 90 градусов.
При сварке двух листов в угол под 90 градусов если прихватки не сделать с обеих сторон, а только со стороны наложения шва то в итоге после сварки лист утянет в сторону наложенного шва, изменив угол на несколько градусов от требуемого значения. Чтобы этого не произошло, делают следующее. Сначала сделайте прихватки со стороны будущего шва после того как прихватки остынут (спадет краснота) проверяется угол между деталями (если нужно выправляется до нужного значения) после чего прихватки ставят с обратной стороны напротив первых прихваток. После остывания еще раз проверяют заданный угол, а затем накладывают основной шов.
При сварке трубы к фланцу или листу под углом 90 градусов чтобы предотвратить перекос прихватки делают в 4 местах. Сначала делают первую прихватку (1), проверяют угол со стороны прихватки (если нужно выправляют) после чего делают вторую с другой стороны (2), строго напротив первой и опять проверяют угол. Теперь проверяют угол со стороны не прихвачено области (3) если нужно поправляют и прихватывают, проверяют и прихватывают с противоположной стороны (4) и только после того как прихватили с четырех сторон накладывают основной шов. При больших диаметрах труб количество прихваток увеличивают до 6-8 штук. При малых можно прихватывать в трех местах на равном расстоянии.
Если не проделать такой последовательности сборки, то в большинстве случаев трубу утянет на один бок. Особенно при сварке труб небольших диаметров.
Пример второй: Сварка изделий встык.
При сварке листа встык (особенно если сварка осуществляется без разделки кромок) как и при сварке деталей под углом перед сваркой желательно сделать прихватки с обратной стороны чтобы уменьшить деформации в сторону сварки.
При сварке изделий из труб прихватки ставят по тому же принципу, как и в первом примере при сварке труб под углом к плоскости только в данном случае трубы проверяются на соосность. В противном случае стык получится ломанным.
Так же при сборке изделий для предотвращения деформаций применяют различные приспособления такие как: струбцины, кондукторы, зажимы и др. приспособления позволяющие производить сборку изделий с более высокой точностью.