

3) Длина дуги.
Часть фигуры, которая образует окружность, точки которой равноудалены, называется дугой. Если из точки центра окружности, провести лучи в точки, совпадающие с концами дуги, будет образован её центральный угол.
Расчет длины дуги производится по следующей формуле: L = πrα
180°
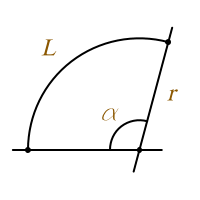
r – радиус окружности
α – угол
L – длина дуги
π – 3.14
6. Сваривание стыковых и угловых швов.
1) Положение электрода при выполнении швов.
Нижнее расположение
Нижнее положение применяют в основном при сварке несложных элементов и в тех случаях, когда к качеству соединительного рубца не предъявляется дополнительных требований. Свариваемые поверхности располагаются горизонтально, положение электрода — вертикальное.
Виды соединений, которые могут выполняться при нижнем положении:
стыковые сварные соединения;
угловые сварные соединения.
Горизонтальное расположение
В этом случае при сварке электрод располагается горизонтально, а обрабатываемые элементы — вертикально. Шов — горизонтальный. Такое положение в пространстве при сварке затрудняет работу специалиста и является неблагоприятным из-за риска вытекания металлического расплава из сварочной ванны на кромку нижерасположенного свариваемого элемента (опять же под действием силы тяжести). Поэтому для выполнения сварочного шва требуется косой подрез кромки выше расположенного элемента, а нижнюю деталь оставляют без изменений. Такое вмешательство помогает избежать брака в работе, а именно подреза верха шва из-за вытекания металла.
Вертикальное расположение
В этом случае электрод также располагается горизонтально, а конструкции — вертикально, но шов будет также вертикальным.
И опять же под действием уже известной силы тяжести капли расплава будут стремиться вниз, и если не соблюдать определенной технологии, то брака в работе избежать будет невозможно.
Что следует знать, если сварка необходима именно в вертикальном положении:
Работа выполняется только на короткой дуге. Только так можно добиться того, чтобы под действием силы поверхностного натяжения металл проникал в кратер сварного шва.
Следует применять специальные электроды, которые за счет своего покрытия будут увеличивать вязкость сварочной ванны. Это очень важно для уменьшения стекания металлического расплава.
Сваривание выполняется снизу вверх или сверху вниз. В первом случае достигается максимально полное проплавление, но производительность труда будет очень малой. Но если выполнять сварку сверху вниз, то производительность работы повысится, а качество соединения — ухудшится.
Потолочное расположение
Такой вид расположения шва — самый трудновыполнимый, требующий высокой квалификации работника его выполняющего. В этом случае свариваемые элементы располагаются горизонтально, электрод — вертикально, но сам шов будет располагаться снизу свариваемых кромок. То есть, говоря для наглядности, такая сварка — это сварка, выполненная в нижнем положении, но повернутая на 180 градусов. Основной риск — стекание расплава вниз без попадания в сварочную ванну.