

10.5. Переработка коксохимических фенолов
Все фенолы, выделенные из каменноугольной смолы и сточных вод коксохимических заводов, экономически целесообразно перерабатывать централизованно на одном предприятии. Общее количество перерабатываемых фенолов составляет около 1% от массы исходной каменноугольной смолы. Коксохимическая промышленность является практически единственным источником М- и П-крезолов и всех разновидностей ксиленолов, кроме 2.6-ксиленола.
На центральную установку все фенолы поступают с коксохимических производств в виде
255
растворов фенолятов, последние содержат кроме натриевых солей фенолов также примеси нейтральных масел, хинолиновые основания, смолистые вещества. Эти примеси должны быть удалены из фенолятов до разложения последних. Возможность очистки фенолятов от примесей - важное преимущество щелочных методов извлечения фенолов из масел.
Наибольшее внимание уделяется удалению именно нейтральных масел и оснований, т.к. они близки по температурам кипения к фенолам и, если их не отделить до разложения, остаются в фенолах и при ректификации попадают в соответствующие фенольные продукты.
Технология переработки фенолятов включает следующие стадии: экстракция примесей из фенолятов растворителями; отгонка остатков примесей и растворителей из фенолятов, острым паром; разложение фенолятов при взаимодействии с диоксидом углерода; обезвоживание полученных сырых фенолов и последующая четкая ректификация с приготовлением товарных продуктов.
Обычно централизованное предприятие по переработке фенолятов включает также установку для обжига известняка с целью приготовления из оксида кальция диоксида углерода, а также установку для переработки раствора соды, полученного при разложении фенолятов, путем обработки его оксидом кальция с получением раствора NaOH.
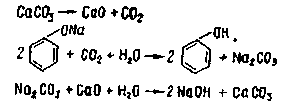
Химизм основных процессов представлен ниже:
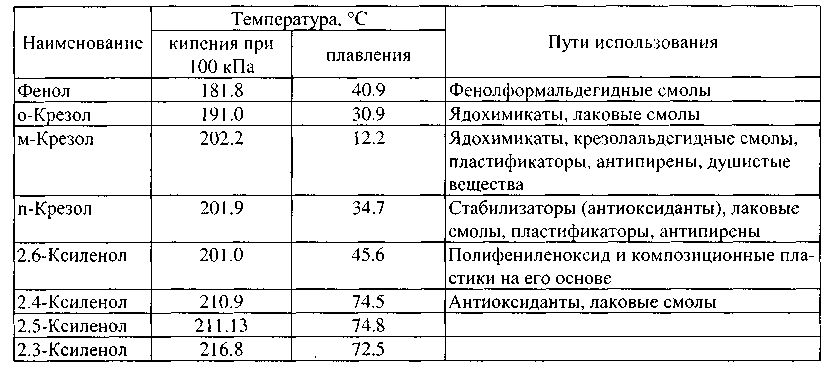
Сырые фенолы, получаемые после разложения фенолятов, имеют следующий состав, % масс: фенол - 20 - 30; о-крезол-8-10; м-крезол - 18 - 20; п-крезол -11 - 13; ксиленолы - 15 - 20; высококипящие фенолы - 12 - 15. Кроме того, сырые водные фенолы содержат в пересчете на общую массу 10 - 12% масс. воды. В табл. 10.8 представлены основные характеристики наиболее ценных фенола, крезолов и ксиленолов.
Как видно из этой таблицы, разделение м-крезола, п-крезола и 2.6-ксиленола при ректификации невозможно. Для получения их в чистом виде используют специальные приемы (экстрактивная ректификация, селективная адсорбция, алкилирование, разделение алкилпроизводных и последующее деалкилирование, разделение через приготовление комплексных соединений
256
Таблица 10.8. Свойства и пути использования фенолов
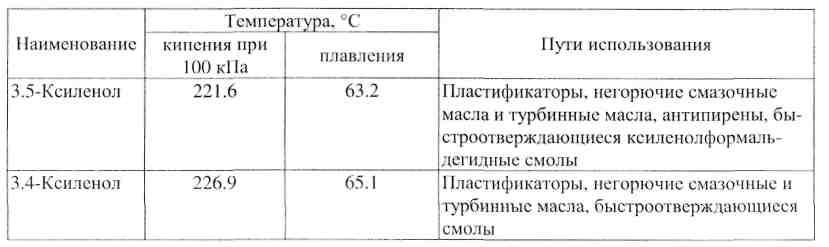
Продолжение таблицы 10.8.
![]()
Эти вещества - жидкости с температурой кипения около 400°С, имеющие температуру самовоспламенения 800 - 850°С, являются хорошими пластификаторами для ряда полимерных материалов, обладающими негорючими свойствами. Происходит постепенная замена турбинных масел, обеспечивающих системы смазки и регулирования работы оборудования турбинных залов тепловых и атомных электростанций, системы гидравлических прессов и оборудования для обработки металлов давлением, на негорючие жидкости на базе триксилилфосфатов, что резко увеличивает надежность соответствующих предприятий. Для обеспечения безопасного использования сложных эфиров фосфорной кислоты их получают из узких фракций дикрезола и ксиленолов, содержащих ограниченные количества изомеров с метальными группами в о-положении. Присутствие таких групп в сложном эфире фосфорной кислоты и фенола делает его нервным ядом. Поэтому организован выпуск дикрезола, содержащего не более 3% масс. о-крезола и узкой фракции ксиленолов, состоящей в основном из 3.5 - и 3.4-ксиленола.
Четкая ректификация фенолов из-за сравнительно высоких температур их кипения и малой термической стабильности осуществляется под вакуумом при остаточном давлении 8-13 кПа. Принципиальная технологическая схема фракционирования фенолов сводится к следующему. На первой стадии смесь фенолов поступает в аппарат однократного испарения, где освобождается от смолистых веществ - первичных кубовых остатков. На колонне обезвоживания фенолы отделяют от воды, а далее смесь фенолов поступает в ряд последовательно расположенных ректификационных колонн, на которых отбирают коксохимический фенол (чистотой до 99.5% масс), коксохимический о-крезол (99.5% масс), дикрезол, ксиленольную фракцию. Кубовый остаток последней колонны используется для приготовления дезинфекционных средств. На отдельных установках возможно получение узкой ксиленольной фракции. Небольшая разница температур кипения даже между фенолом и о-крезолом, о-крезолом и м-п-крезолом требует использования высокоэффективных ректификационных колонн (80 - 100 та-
257
релок; флегмовые числа при отборе о-крезола - свыше 30).
В связи с тем, что ряд традиционных потребителей крезольного сырья широко используют трикрезол, в случае использования которого получают более эластичные смолы, чем в случае применения дикрезола, вместо дикрезола производят значительное количество трикрезола.
Потребности в крезолах и ксиленолах значительно превышают ресурсы коксохимических фенолов, В перспективе основную часть этих соединений будут изготовляться синтетическим путем, но в настоящее время необходимо возможно более полное использование ресурсов коксохимических фенолов.