

Приклад виконання індивідуального завдання до лабораторної роботи № 4:
ІНДИВІДУАЛЬНЕ ЗАВДАННЯ ДО ЛАБОРАТОРНОЇ РОБОТИ № 4
Варіант 16
Завдання 1. Розшифрувати модель верстату згідно варіанту. Дані занести в таблицю.
Таблиця
|
Модель верстата |
Номер групи верстата / група верстата |
Тип верстата в групі |
Номер стола верстата |
Ступінь точності верстата |
Модер-нізація |
Моди-фікація |
|
6Р81Г |
6 – фрезерний |
8 – гори-зонтальний консольний |
1 – 250 × 1000 |
Н – нормальна |
Р |
Г |
Завдання 2. Згідно варіанту та рисункам виконати ескізи. В залежності від положення вісі шпинделя визначити тип верстату. Вибрати відповідні формулювання переходів до рисунків.
|
Варіант |
Рисунки |
|
16 |
р, с |
Рисунок р:
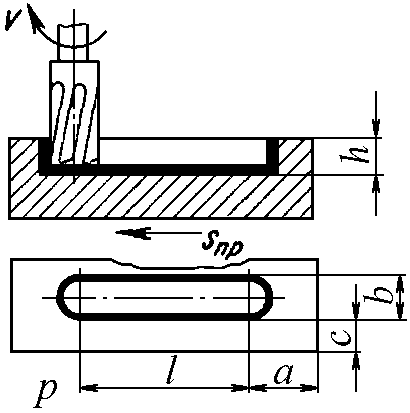
Тип верстата – вертикально-фрезерний
Перехід: Фрезерувати закритий паз, витримуючи розміри a, l, c, b та h
Рисунок с:
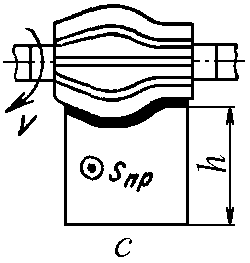
Тип верстата – горизонтально-фрезерний
Перехід: Фрезерувати фасонну поверхню, витримуючи розмір h
Лабораторна робота № 5
Вивчення інструментів для обробки фрезеруванням
Мета роботи
ознайомитись з класифікацією та призначенням фрез;
ознайомитись з основними видами фрезерних робіт.
Оснащення роботи
Ріжучий інструмент: фрези різних типів
Плакати зі схемами обробки заготовок на фрезерних верстатах
Послідовність виконання роботи
Ознайомитись з основними типами фрез та їх призначенням
Ознайомитись з основними видами фрезерних робіт
Оформити звіт за результатами роботи
Стислі теоретичні відомості
Основні типи фрез та їх призначення
Класифікація фрез
Фреза – це тіло обертання, на поверхні якого розміщено ріжучі зуби.
В залежності від форми та призначення фрези поділяють на (Рисунок 5.1): циліндричні (а), торцеві (б, з), дискові (в), кінцеві (г), кутові (д), шпонкові (е), фасонні (ж), та інші.
За конструктивними ознаками фрези поділяють на суцільні (б, д) та із вставними ножами (зуб’ями) (а, з). Суцільні фрези виготовляють переважно із інструментальної швидкорізальної сталі. Вставні зуби виготовляють з швидкорізальної сталі або твердих сплавів, а корпуси збірних фрез – з конструкційних сталей. Вставні зуби припаюють, приварюють або кріплять механічним шляхом (гвинтами та клинами).
За формою задньої поверхні розрізняють фрези з гострозаточеним (и) та затилованим зубом (к). У фрез із гострозаточеними зуб’ями передня і задня поверхня зуба плоскі. Заточують їх по задній поверхні (и). Вони простіші у виготовленні, мають більшу стійкість, забезпечують одержання більш чистої оброблюваної поверхні. У фрез із затилованими зуб’ями передня поверхня зуба плоска, а задня поверхня зуба окреслена по архімедовій спіралі на спеціальних токарно-затиловочних верстатах. Переточують їх тільки по передній поверхні (к), після чого вони зберігають незмінним свій профіль; передній кут γ зуба зазвичай дорівнює нулю. Із затилованими зуб’ями виготовляють фасонні фрези.
Окрім цього, різальні леза у фрез можуть бути прямими (д), гвинтовими (а) та різнонаправленими зуб’ями.
В залежності від способу кріплення розрізняють насадні (а, в, д, ж) та кінцеві фрези (г, е). Насадні закріплюються на оправці, кінцеві з циліндричним хвостовиком – в патроні, з конічним хвостовиком – безпосередньо в отворі шпинделя або через перехідну втулку.
Торцеві фрези (б, з) кріпляться або на кінцевій частині шпинделя, або на оправці.
Призначення фрез
Циліндричні фрези мають зуби тільки на циліндричній поверхні і застосовуються для обробки площин. Суцільні фрези з гвинтовими зуб'ями виготовляють як з крупним, так і з дрібним зубом. Фрези з крупними зуб'ями застосовують при чорновому, а з дрібними – при чистовому фрезеруванні. Для фрезерування широких площин застосовують комплекти з кількох циліндричних фрез з різнонаправленими гвинтовими зуб’ями.
Торцеві фрези мають зуби як на торці, так і на боковій поверхні, можуть бути виготовлені суцільними або із вставними ножами і застосовуються для обробки площин.
Кінцеві фрези виготовляють зварними: різальна частина робиться з швидкорізальної сталі, хвостовик – з вуглецевої. Застосовують їх для обробки пазів, площин і фасонних поверхонь.
Дискові фрези застосовують для фрезерування прямолінійних пазів, канавок і площин. Виготовляють їх суцільними з швидкорізальної сталі та з вставними ножами із швидкорізальної сталі або твердих сплавів.
Відрізні і шліцьові фрези – дискові фрези малої товщини, які призначені для розрізання матеріалів і прорізання вузьких канавок, наприклад, у головках гвинтів.
Кутові фрези мають зуби на конічній і торцевій поверхні, використовують їх для фрезерування площин під кутом, канавок кутового профілю (при виготовленні фрез, зенкерів, розверток і таке інше).
Фасонні фрези застосовують для обробки деталей із складним, частіше криволінійним профілем. До них належать півкруглі опуклі і ввігнуті фрези, модульні фрези і т. д. Контур різальної кромки зуба повинен відповідати профілю оброблюваної поверхні.
Пальцеві фрези застосовуються для нарізання зубів крупномодульних зубчастих коліс.
Основні елементи зубів циліндричної фрези (Рисунок 5.2)
Основні геометричні параметри циліндричної та торцевої фрези
Фреза – інструмент з багатьма лезами (зуб’ями). Циліндрична фреза складається з корпусу 1 та ріжучих зубів 2. Кожен із зубів фрези можна вважати окремим різцем із властивими йому геометричними параметрами.
Зуб має наступні елементи: передню поверхню 3; задню поверхню 6; спинку зуба 7; стрічку 5 та ріжуче лезо 4.
У циліндричної фрези розрізняють такі кути:
Передній кут γ циліндричної фрези визначають в площині N–N, що перпендикулярна до різальної кромки (а). У фрез із швидкорізальної сталі в залежності від властивостей оброблюваного матеріалу його значення змінюється в межах 10 ... 20˚, а у твердосплавних фрез γ = 10...(-15˚). Чим м'якіший матеріал оброблюваної заготовки, тим більшим обирають передній кут. Передній кут полегшує утворення та схід стружки.
Задній кут α циліндричної фрези визначають в площині, перпендикулярній до осі фрези. Це кут між дотичною до задньої поверхні зуба фрези в точці С та дотичною до кола, що утворюється цією точкою при обертанні навколо осі фрези (а). В залежності від типу фрези задній кут змінюється в межах 6...25˚. Так само визначаються кути γ та α на циліндричній частині торцевих фрез. Головний задній кут зменшує тертя задньої поверхні зуба об поверхню різання.
Кут нахилу зубів ω забезпечує більш спокійні умови різання у порівнянні з фрезами з прямим зубом та надає необхідне направлення стружці, що сходить (б).
У зуба торцевої фрези ріжуче лезо має більш складну форму. Для торцевих фрез суттєве значення мають головний (φ) та допоміжний (φ1) кути в плані.
Головний кут в плані φ – кут між проекцією головної різальної кромки зуба торцевої фрези на осьову площину та напрямком подачі (б). Найчастіше кут φ приймають в межах 45...60˚.
Допоміжний кут в плані φ1 (б) зменшує тертя допоміжної ріжучої кромки об оброблювану поверхню. Його зазвичай обирають в межах 5...10˚, але використовують також фрези з кутом φ1 = 0˚.
Застосовують також торцеві фрези і з лезами зуб’їв більш складної форми (в), які мають головну різальну кромку 8, допоміжну кромку 10 і перехідну кромку 9 з кутом φ0 = φ / 2. Наявність перехідної кромки підвищує міцність зуба.
Основні види фрезерних робіт (Рисунок 5.3)
До основних видів фрезерних робіт відносяться наступні роботи: обробка горизонтальних, вертикальних і похилих площин, фасонних поверхонь, фрезерування пазів, шпонкових канавок, зубів прямозубих і гвинтових циліндричних зубчастих коліс, обробка складних поверхонь набором фрез, нарізання різьб.
Фрезерування площин (горизонтальних, вертикальних, похилих)
Горизонтальні площини (а, б) обробляють на горизонтально-фрезерних верстатах циліндричними фрезами або на вертикально-фрезерних і поздовжньо-фрезерних верстатах торцевими фрезами.
Вертикальні площини (в, г, д) обробляють на горизонтально-фрезерних верстатах торцевими або дисковими фрезами, на вертикально-фрезерних верстатах – кінцевими фрезами, а на поздовжньо-фрезерних верстатах – торцевими фрезами.
Похилі площини і скоси (е, ж) фрезерують торцевими і кінцевими фрезами на вертикально-фрезерних верстатах з поворотною фрезерною головкою, або на горизонтально-фрезерних верстатах кутовими фрезами.
Фрезерування прямокутних пазів і уступів
Уступи і прямокутні пази (з, и, м, о) фрезерують дисковими фрезами на горизонтально-фрезерних верстатах, або кінцевими фрезами на вертикально-фрезерних і горизонтально-фрезерних верстатах. Фрезерування паралельних, перпендикулярних площин та уступів здійснюється набором фрез (циліндричних або дискових) за допомогою установочних кілець на горизонтально-фрезерних верстатах.
Фрезерування закритих та відкритих шпонкових пазів
Закриті шпонкові пази (н) фрезерують кінцевими фрезами, а відкриті – кінцевими або спеціальними шпонковими фрезами на вертикально-фрезерних верстатах.
Пази під сегментні шпонки фрезерують на горизонтально-фрезерних верстатах дисковими фрезами. Заготовці при цьому надають вертикальну подачу.
Фрезерування Т-подібних пазів і пазів типу "ластівчин хвіст"
Т-подібні пази (к) фрезерують на вертикально-фрезерних верстатах за два проходи: спочатку паз прямокутного профілю кінцевою фрезою(рідше на горизонтально-фрезерних верстатах дисковою фрезою), після цього нижню частину паза – фрезою для Т-подібних пазів.
Пази типу "ластівчин хвіст" (л) фрезерують на вертикально-фрезерних верстатах за два проходи: спочатку прямокутний паз кінцевою фрезою, після цього скоси пазу – кінцевою однокутовою фрезою.
Фрезерування фасонних поверхонь
Фасонні поверхні (п, р, с) обробляють фасонними фрезами відповідного профілю найчастіше на горизонтально-фрезерних верстатах, а складні просторові фасонні поверхні – на спеціальних копіювально-фрезерних верстатах.