

Метод струйной печати основан на контролируемом разбрызгивании капель красителя на поверхность для печати. Для управления потоком капель применяют различные технологии (основанные на электрическом заряде, пьезоэлектричестве и т.д.), каждая из которых использует свою систему красок. Существует две основные группы красителей:
-
краски для струйной печати, не содержащие растворителя; (пример: 9064 Touch Dry от MARKEM);
-
краски для струйной печати на основе растворителя (пример: DOMINO, WILLETT, IMAJE). Как и в других технологиях, наилучший результат с точки зрения качества и производительности достигается при печати с использованием пленок с акриловым или PVdC покрытием.
Сегодняшняя струйная печать - процесс получения изображения, точки которого формируются вылетающими из сопла печатающей головки капельками. Их скорость достаточна для преодоления зазора между соплом и поверхностью носителя - бумаги или пленки.
Основное преимущество современной струйной печати состоит в ее высоком качестве при минимальных затратах. Обеспечивая четкость текста и графики, сравнимую с результатами работы лазерных принтеров, струйные отличаются гораздо более простой конструкцией, близкой по сложности и цене к примененной в матричных принтерах. При этом качество печати, то есть разрешение, в основном зависит от того, насколько удачна печатающая головка.
Чтобы получить такой же отчетливый текст и ровную графику, как у лазерных принтеров, необходимо добиться столь же высокого разрешения, а сделать это можно только путем уменьшения размера капелек и, соответственно, диаметра сопел. Причем требуется обеспечить высочайшую точность их формы и расположения. Неодинаковые по диаметру сопла выстреливают капельки разного размера и с разной скоростью, что на бумаге проявляется в виде заметных на глаз полосок. Сильнее всего от них страдают светло-серые участки распечатываемых фотографий.
Другая беда, преследующая струйные печатающие головки, - образование капелек-спутников, случайно отклонившихся от траектории и попавших на бумаге не на свое место. Впрочем, подобный эффект наблюдается не только у струйных, но и у лазерных принтеров, однако по другим причинам.
Главная же проблема струйной технологии не в этом. Ее самый существенный недостаток в том, что чернила жидкие, а уж от этого никак не избавишься. Жидкие чернила склонны расплываться на бумаге плохого качества, из-за чего контуры букв получаются размытыми. Пористая бумага слишком сильно впитывает краску, поэтому фотографии теряют контрастность и становятся бледнее. Для получения высокого качества приходится использовать дорогую бумагу, а оптимальные результаты гарантируют только те носители, которые предлагаются к конкретной модели струйного принтера его изготовителем.
Зато есть и неоспоримые преимущества. Печатающие головки у струйных принтеров легче, чем у матричных, поэтому для их перемещения нужны менее мощные приводы. Отсюда меньшее потребление энергии, меньший шум, меньшие габариты.
Второй плюс струйной технологии - исключительная простота реализации цветной печати. При сохранении простоты конструкции принтера и невысокой стоимости чернил цветная струйная технология позволяет получить изображения, практически не уступающие по качеству распечаткам на куда более сложных и дорогих цветных лазерных принтерах и даже фотографиям. Благодаря именно ей цвет стал привычным явлением в деловых бумагах, а у малых фирм появилась возможность самостоятельно производить красочные материалы для презентаций и рекламы.
Непрерывная струйная печать
В первых струйных печатающих устройствах применялся непрерывный способ подачи чернил, когда капельки постоянно выстреливаются из сопла головки.
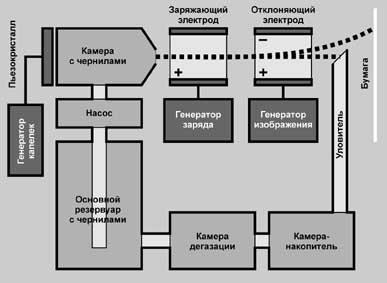
Чернила подаются в печатающую головку с помощью насоса. Возникающая под создаваемым им давлением струя разбивается на капельки за счет вибрации, вызываемой, например, пьезоэлектрическим элементом. Разумеется, до бумаги должны долететь не все, а только часть капелек, иначе никакого изображения не получится - бумага просто будет равномерно залита чернилами.
Вот как это организовано. Вылетая из сопла, капельки проскакивают через заряжающий электрод. Получив электрический заряд, они попадают в поле отклоняющего электрода, на который подается высокое напряжение. Изменяя напряжение на отклоняющем электроде, можно заставить капельки поменять траекторию полета. Если состоящая из заряженных капелек струя не отклоняется в сторону, она попадает в уловитель, из которого неиспользованные чернила стекают в накопитель, проходят стадию удаления воздушных пузырьков (дегазации) и снова сливаются в основной резервуар с краской.
Сменившие направление полета под действием электрического поля отклоняющего электрода капельки попадают на бумагу, формируя на ней изображение. Угол отклонения траектории зависит от того, насколько сильно изменяется напряжение.
Системы непрерывной струйной печати отличаются тем, что в них применяется дорогая электропроводная краска, способная получить заряд. Так как между соплом и бумагой необходимо разместить два электрода, увеличивается дальность полета капелек и, следовательно, им необходимо придать большую начальную скорость. Очень высока и производительность сопел печатающей головки - из них в секунду вылетает от 50 до 150 тысяч капелек. Однако сам процесс печати не назовешь очень быстрым.
Чтобы непрерывная печать не привела к разорению пользователей вследствие неимоверно большого расхода дорогих чернил, конструкторы - разработчики основанных на этом принципе устройств вынуждены искать пути возвращения в резервуар неиспользованных капелек. Система рециркуляции весьма сложна, что сказывается на общей стоимости струйных принтеров этого типа.
Плюсом непрерывной струйной печати можно считать высокое качество получаемых с ее помощью цветных изображений, на которых практически неразличимы точки. Однако высока и расплата - медленная печать, серьезные эксплуатационные расходы, обусловленные дороговизной чернил и сложностью обслуживания таких принтеров, и, конечно, немалая цена самого оборудования.
Разумеется, инженеры работали над усовершенствованием непрерывной технологии и одновременно искали другие варианты, которые были бы свободны от ее недостатков. Были изобретены импульсные способы струйной печати, и достигнутый в этой области прогресс привел как к упрощению конструкции, удешевлению самих принтеров, так и к снижению эксплуатационных затрат. Именно импульсные технологии способствовали широкому распространению струйных принтеров и позволили им практически вытеснить с рынка матричные печатающие устройства, а также успешно конкурировать с лазерными принтерами по качеству и скорости печати.
Импульсная струйная печать
Пьезоэлектрические головки для струйных принтеров появились в семидесятых годах. Капельки из сопел такой головки вылетают под воздействием создаваемого на очень короткое время избыточного давления в камере с чернилами.
Для образования в камере избыточного давления применяется диск из пьезоэлектрика. Когда к нему подводится напряжение, он деформируется (изгибается). Выгнувшись, диск, который служит одной из стенок камеры с чернилами, резко уменьшает ее объем, оказавшиеся лишними чернила вылетают при этом из сопла в виде капельки. Для заполнения камеры, когда напряжение снято и пьезоэлектрический диск возвращается к исходной форме, применяется капиллярный способ подачи чернил из резервуара.
Предложила пьезоэлектрическую технологию струйной печати компания Epson, однако ей не удалось в полной мере воспользоваться преимуществами новой технологии и монополизировать рынок струйной печати. Помешали конкуренты - фирмы Hewlett-Packard и Canon, разработавшие другую импульсную технологию, получившую название пузырьковой.
Пьезоэлектрические головки до последнего времени отличались от пузырьковых неоправданно сложной и дорогой конструкцией. Однако Epson не отказалась от выбранного пути и приложила большие усилия по доводке своей технологии, в результате чего применяемые ею сегодня многослойные микропьезоэлектрические головки значительно подешевели, а качество их работы (обеспечиваемое разрешение) заметно возросло.
Первый принтер TinkJet, в котором была использована пузырьковая технология, компания Hewlett-Packard выпустила в 1985 году. В настоящее время большинство патентов на эту технологию принадлежит Hewlett-Packard и Canon, причем путем взаимного лицензирования они усилили свои позиции на рынке. Не так давно эти две компании практически полностью контролировали рынок струйных принтеров, пока Epson не решила проблемы с пьезоэлектрической печатью и на него не вторглись активно другие производители принтеров, соблазненные перспективами, открытыми новыми технологиями. Впрочем, неплохие доходы эти компании продолжают получать от продажи третьим фирмам печатающих головок и их электромеханических приводов.
Успех пузырьковых принтеров был вызван тем, что им удалось обеспечить такое же высокое качество печати, как у лазерных устройств, при цене на уровне хороших матричных принтеров. Как уже говорилось, качество печати определяется размером выстреливаемых из сопел капелек чернил, а конструкция пузырьковой головки, отличаясь невиданной простотой, позволила без особых затрат добиться разрешения в 300 точек на дюйм. Таким образом, по разрешению ThinkJet оказался на равных с выпускавшимися в то же время компанией Hewlett-Packard лазерными принтерами LaserJet.
В струйных принтерах Hewlett-Packard и Canon применяют один и тот же процесс формирования изображения, но называют они его по-разному: Canon делает акцент на пузырьковом происхождении капелек (Bubble Jet), в то время как Hewlett-Packard предпочитает именовать эту технологию просто струйной (Inkjet).
И в том и в другом случае графические изображения и текст на бумаге формируются капельками, вылетающими из сверхтонких сопел. В стенку каждого сопла встроен миниатюрный нагревательный элемент. При подаче на него электрического импульса контактирующие с ним чернила практически мгновенно испаряются. Образовавшийся пар расширяется и порождает ударную волну, под избыточным давлением которой чернила выстреливаются из сопла в виде капельки, как пуля из ружья.
После снятия импульса тока с нагревательного элемента пар моментально конденсируется и пузырек теряет свой объем - схлопывается. При этом в стволе-сопле возникает разрежение, под действием которого из резервуара всасывается новая порция чернил.
Конструкция сопел пузырьковой струйной головки чрезвычайно проста, что позволяет не только уменьшить ее стоимость, но и получить ряд других важных преимуществ. Высокая надежность сопел, достигнутая в результате упрощения принципа действия и конструкции, дает возможность отказаться от их дублирования на случай выхода из строя и существенно уменьшить массу и размеры головки. По этой же причине сопла можно разместить гораздо плотнее друг к другу, обеспечив более высокое разрешение. И наконец, работает пузырьковая головка совершенно бесшумно.
Примечательно, что, обладая одной и той же технологией и обменявшись лицензиями, компании Hewlett-Packard и Canon не успокоились и продолжают активно конкурировать друг с другом. Основные пути, ведущие к победе над соперником, - повышение качества (разрешения) печати и снижение ее себестоимости. Понимаете, кто от этого выигрывает?
Несмотря на очевидное сходство, между пузырьковыми струйными головками этих компаний есть и существенное отличие. Hewlett-Packard устанавливает нагревательный элемент в торце сопла, при этом для подачи чернил используется специальный резервуар внутри головки. У головок Canon нагреватель расположен сбоку, а чернила текут через ствол сопла по прямой. Это позволяет уменьшить размер головки. Боковое расположение дает возможность увеличить площадь нагревателя, усилить избыточное давление и, следовательно, сообщить капельке большую кинетическую энергию.
Конструкция современных пузырьковых головок допускает использование быстро сохнущих чернил, благодаря чему капельки не успевают впитаться в бумагу или растечься - они просто моментально высыхают. Благодаря увеличению скорости, с которой из сопел выстреливаются капельки, можно увеличить зазор между головкой и бумагой. Больший зазор позволяет применять бумагу худшего качества, неровную или более плотную.
Твердочернильная печать
Хотя непосвященному это может показаться странным, твердочернильная, или сублимационная, печать относится к струйной технологии. В настоящее время работающие по этому принципу принтеры применяются для получения цветных распечаток высочайшего качества, не уступающих фотографиям. Примером могут послужить устройства компаний Tektronix и Fargo, известные и на нашем рынке. В последнее время, когда модной стала цифровая фотография, значение сублимационной технологии резко возросло.
Вместо резервуара с жидкими чернилами в сублимационных принтерах используются восковые палочки четырех основных цветов - голубого, пурпурного, желтого и черного. Встречаются модели с шестью цветами, за счет чего в них улучшена проработка мелких деталей и точность цветопередачи.
Восковые палочки заряжаются прямо в печатающую головку. Специальные нагреватели расплавляют воск, который в жидком состоянии стекает в резервуар подачи. В резервуаре краситель еще одним нагревателем поддерживается в жидкой фазе все время работы принтера. Для получения изображения головка откачивает из резервуара небольшую порцию чернил, дополнительно нагревает их, повышая текучесть, и выстреливает на бумагу.
Принцип работы сублимационного принтера во многом сходен со схемой, используемой в струйных принтерах с непрерывной технологией печати. Однако в данном случае электронное устройство подает чернила в сопла не постоянно, а только в те моменты, когда это требуется. Капельки чернил благодаря своей восковой основе не впитываются в бумагу, а моментально застывают при контакте с ее поверхностью.
После формирования изображения бумагу прогоняют между полированными валками. Они разравнивают шероховатость отпечатка, появившуюся из-за выпуклости каждой попавшей на бумагу и мгновенно застывшей капельки. При прохождении между валками точки расплющиваются и существовавшие между ними промежутки заполняются, а краски смешиваются друг с другом не только оптически, но и физически, улучшая цветопередачу. После проглаживания пользователь получает очень похожее на фотоснимок, глянцевое, оптически плотное изображение, на котором невозможно выделить отдельные точки.
Высочайшее качество печати сублимационных принтеров оказывается невыгодным с точки зрения себестоимости каждой копии и низкой скорости распечатки, если приходится выводить на бумагу много текста. Вообще, одноцветная печать на таких принтерах - полный абсурд, так как обходится она слишком уж дорого.
Принтеры с твердыми восковыми чернилами имеет смысл применять тогда, когда необходима очень точная цветопередача, например для цветопроб в издательском деле или при цифровой фотографии, если надо получить привлекательно выглядящее красочное изображение небольшого формата.
Описание технологии Выставочный стенд на экспозиционном мероприятии или офисное помещение, интерьер ресторана или апартаментов, галереи или презентации это места, где мы встречаем напечатанные изображения больших форматов. Для изготовления широкоформатных плакатов, в грубом приближении, существуют две технологии : сольвентная (наружная) и интерьерная печать. Первая отличается стойкостью к воздействию воды, более низкой стоимостью печати и используемых носителей при низком качестве(360 dpi), предназначенном для печати изображений воспринимаемых с расстояния от 10 м. Вторая (интерьерная) - более качественная печать(фотографическое качество 1200 dpi) и соответственно более дорогостоящая. Водостойкость достигается за счет дополнительного ламинирования.
Одним из критериев, влияющих на эффективность "работы" интерьерных объектов с изображениями является их качество. Непосредственная близость обозревателя к изображению накладывают повышенные требования к разрешению печати изображения, фактуре материалов-носителей, вариантам обрамления и крепления. Например для оформления выставочного стенда в зоне контакта с клиентами, в качестве наглядной иллюстрации работы компании изготовлено панно - карта географической картины размещения филиалов, со сносками около каждого, где расположены выдержки из истории с фотографиями и текстом, качество которых не должно отличаться от фотографического. Таким образом технология, наиболее подходящая для печати широкоформатных плакатов в интерьере или просто при близком расположении к обозревателю - это интерьерная струйная печать.
Современные технологические возможности позволяют наносить изображения фотографического качества на фотобумагу, ткань, холст, прозрачную и матовую пленку, самоклеящиеся материалы, пластик, что в сочетании с ламинированием, монтажными работами и крепежной фурнитурой дает неограниченную свободу использования интерьерной широкоформатной печати. Производство осуществляется на новейшем оборудовании Kodak Encad NovaJet 850, разрешение 1200 dpi. Ширина носителей до 1.5 метров, длина до 30 метров. Восьмицветная печать позволила существенно расширить цветовую гамму, не воспроизводимую большинством широкоформатных плоттеров и офсетной печатью, благодаря чему достигается потрясающее качество печати мелких деталей и полутонов.
Область применения Современные требования к качеству жизни диктуют необходимость в тщательно продуманном оформлении интерьера для полноценного функционирования как бизнес организаций, так и частных лиц. Для формирования стилистики интерьера дизайнеры часто добавляют изображения в качестве основных элементов оформления или рекламных объектов. Например, для создания доверительного отношения клиентов к банку, дизайнер в завершении тщательно продуманному интерьеру и его декору принимает решение разместить на стенах фотографии крупных производств, являющихся партнерами банка. Широкоформатные изображения придают интерьеру особую
выразительность, подчёркивают фирменный стиль. Рекламный посыл и стилистику можно передать, разместив изображение на носителе и закрепив в интерьере. В качестве вариантов размещения изображений может быть выбраны: * Плакаты, постеры, фотографии - на жесткой основе (картон, пластик, стекло, пенокартон, фанера, МДФ, ДСП, зеркало); * Репродукции картин; * Интерьерные световые короба с подсветкой; * Имиджевые изображения на стенах, полу, потолке - фотообои, натяжные потолки на тканевых или синтетических основах, напольная графика под износостойким ламинатом; * Тканевые растяжки, баннеры - в виде свитков в двустороннем обрамлении.
На выставочном мероприятии или презентации необходимо создать иммиджевую среду, разместить мобильную информацию. Основная задача - качественная печать макета, представительность констрекци и удобство мобильного размещения в интерьере. В качестве рекламно-информационных носителей наиболее часто используются: * Постеры * Плакаты на жестких основах * Мобильные стенды * Световые короба * Таблички, указатели
Виды продукции с использованием изображений большого формата Плакаты на пластике Для придания широкоформатному плакату жесткости, формированию идеально ровной поверхности изображения, и удобства монтажа на стены, плакат может быть наклеен на жесткую основу. Напечатанное широкоформатное изображение накатывается на пластик валами под давлением и обрезается по размеру, создавая ровный край. В качестве основы используется любой ровный носитель толщиной по 10мм. Для наклейки на жесткие основы изображение необходимо печатать на носителях с самоклеящейся основой(бумага, пленка), либо использовать специальный монтажный широкоформатный двусторонний скотч. Для изготовления плаката площадью до 1 кв. м рекомендуется использовать основу толщиной 3-4 мм.
Для прикатки плакатов используется широкоформатный ламинатор GMP EXCELAM-Q1670RS. Ширина жестких основ до 1600 мм., длина до 5 метров. Скорость прикатки 3 м в минуту. Горячий метод прикатки пленки позволяет использовать недорогие расходные материалы, что существенно снижает стоимость нанесения. Пластиковые плакаты монтируются в интерьере в стенам(крючки; двусторонний скотч толщиной 1 мм), устанавливаются на пол(подставки; конструкции мобильных стендов; прислоняются к стенам). Для нанесения используются следующие виды основ: Пластик белый - ПВХ Ровный, жесткий, тяжелый, непрозрачный материал. Рекомендован для изготовления планшетов и щитов, для стационарного использования, где требуется идеально ровная поверхность плаката и износостойкость.
Сотовый поликарбонат Полый с трубчатой структурой, легкий полупрозрачный, гибкий материал. Рекомендован для изготовления мобильных плакатов для легкой транспортировки, для конструкций с системой внутренней подсветки изображения. Поверхность материала имеет выраженную трубчатую структуру. Пенокартон Ровный, легкий, материал с вспененной структурой. Используется в конструкциях, где важна ровная поверхность и не требуется ударопрочность. Низкий удельный вес материала делает более простым его монтаж и транспортировку. Полистерол Ровный, жесткий прозрачный или полупрозрачный материал. Используется для световых коробов и в конструкциях с внутренней подсветкой. Для удобства крепления плаката и его мобильной транспортировки плакат сверху и снизу обрамляют пластиковыми рейками. Плакат всегда ровный благодаря направляющим по краям, растягивается под весом реек и при необходимости скручивается для мобильной транспортировки.
Это один из самых бюджетных вариантов обрамления плакатов. В зависимости от размера стороны используется пластик разных размеров. Плакат либо приклеивается к пластиковым направляющим, либо зажимается внутри П-образного профиля.
По углам плаката могут быть установлены отвертсия, обрамленные металлическими кольцами-люверсы.
Световые панели Для акцентирования внимания обозревателей на плакате, изображение наносят на светящийся пластик. Изображение печатается на специальной просвечивающейся пленке и светится как экран плазменной панели. Фотореалистичное качество печати и сверхтонкий размер создает дополнительную привлекательность изображению. Технологически световая панель состоит из
специального акрилового стекла, на которое методом лазерной гравировки нанесены насечки, по которым распространяется свет, вмонтированный в торец акрила. По краям световая панель обрамлена рамкой, закрывающей лампы. Количество ламп зависит от размера панели (до 70 см обна лампа на панель). Изображение напечатанное на пленке для световых коробов blacklit, монтируется к стеклу по краям и прочно держится за счет статического электричества.
Минимальная толщина световой панели, включая рамку и акриловое полотно (6 - 8 мм), составляет 25мм. Максимальный размер 1200 на 2630 мм. Экономия электроэнергии в несколько раз по сравнению с панелями, основанными на задней подсветке. Характеристики электрокомпонентов - AC 100 ~ 240 V, 50 / 60 Hz.
Мобильные стенды Для оперативного "полевого" размещения изображения в интерьере и его компактной транспортировки используют специальные разборные конструкции, на которых растягивается плакат. Элегантная конструкция не требует крепления к стене и полу, помещается в дорожной сумке и собирается за считанные минуты. Для полноценного представления Вашей компании на экспозиционно-выставочных мероприятиях, форумах и презентациях необходимо создать благоприятные коммуникации с аудиторией. Варианты представления информации, создания имиджа и привлечения максимального внимания к компании зависят от рекламной политики и бюджета на мероприятие. Однако любое построение презентационной формы общения, тем более эффективно, чем белее
доступно, наглядно и легко передан основной рекламный посыл. При выборе вариантов оформления типовых стендов или подготовке интерьера к экспозиционному мероприятию, использование мобильных конструкций сочетает в себе элегантность и легкость подачи информации с неординарной и эксклюзивной конструкцией. Мобильные стенды дают Вам спектр новых решений способных сделать Вашу экспозицию успешной. Они отлично вписываются в любой интерьер, дополняя информацией и создавая имидж. Спектр мероприятий, на которых используются мобильные конструкции крайне широк: научные конференции, бизнес семинары, образовательные и экспозиционно-выставочные мероприятия, презентации, оформление офисов, мест продаж, спортивные мероприятия.
Стенды комплектуются синтетическими полотнами с любой фактурой, стойкими к царапинам и заломам. Фотографическое качество печати и возможность печати микро текста создает возможность использования мобильных стендов на близком расстоянии от клиента. Еще одной привлекательной стороной новых мобильных конструкция является их транспортабельность и легкая установка. Удобная, элегантная чехол-сумка и компактные размеры позволяют избежать необходимости присутствия на удаленных мероприятиях сотрудников, обеспечивающих перевозку и сложную техническую инсталляцию. Сотрудники - стендисты смогут самостоятельно перевезти в ручном багаже и за несколько минут установить стенд на мероприятии. Мобильные конструкции на треножнике и плакате на планках фирмы DUO SPRINT (ITALY) В Duo.Sprint применяются панели различного размера. Duo.Sprint - 2 метра; Duo.Sprint-2 - 2.4 метра Ширина фото панелей - 1 - 1.2 метра. Duo.Sprint позволяет использовать гибкие и жесткие панели.
Особенностями выставочных стендов Duo.Sprint являются: * Легкая треножная конструкция * Регулируемая высота конструкции - любая по используемым панелям
Удобный транспортировочный тубус * Возможность использования двусторонних панелей * Возможность подсветки с использованием галогеновых светильников
Мобильные конструкции с рулонной намоткой фирмы PREMIER WING (UK) Высота конструкции 0.75, 1.5, 2.1 метра(максимальная видимая часть 2,08 м.). Ширина 0.85, 1, 1,25 метра. Возможно использование двусторонних панелей. Ширина основания 0.3 метра.
Особенностями выставочных стендов Duo.Jump являются: * Устойчивое основание с механизмом внутренней рулонной намотки плаката * Регулируемая высота конструкции - 3 варианта высоты
Возможность использования двусторонних панелей * Удобная транспортировочная сумка
Ламинированный широкоформатный плакат Для защиты напечатанных плакатов от влаги и пыли, предотвращения выгорания, придания им дополнительной прочности и удобства их эксплуатации после печати, на изображение накатывается прозрачная пленка. После ламинирования изображение приобретает дополнительную яркость, сочность и лоск, становится более презентабельным, в зависимости от пленки покрытие может быть матовым или глянцевым. Ламинированные изображения можно мыть, они устойчивы к истиранию, что продлевает срок их эксплуатации. В зависимости от толщины пленки можно добиваться различной жесткости плакатов
и степени их защиты. Для защиты от влаги и придания сочности изображению подойдет самая тонкая пленка 25 микрон. Для прочности и долгой эксплуатации потребуется 75 микрон. Для использования без дополнительного обрамления и придания плакату жесткости используются более толстые пленки до 250 микрон. После ламинирования самой толстой пленкой плакат соизмерим по плотности с карманным календарем. Возможно двустороннее ламинирование и инкапсулирование(двусторонняя закатка изображения в пленку при которой оно запечатывается со всех сторон кромкой из слипшихся пленок).
Двустороннее ламинирование необходимо для использования плакатов в агрессивных средах (влажность, грязь) или для придания им дополнительной жесткости. Для ламинирования используется широкоформатный ламинатор GMP EXCELAM-Q1670RS. Ширина ламинации 1600 мм., длина до 30 метров скорость ламинации 3 м. в минуту. Горячий метод прикатки пленки позволяет использовать недорогие расходные материалы, что существенно снижает стоимость ламинации.
Используемые материалы Чернила Для печати в зависимости от места использования плаката могут быть использованы чернила для внутреннего или наружного применения. * Серия GS Plus - для использования внутри помещений. Обеспечивают превосходную цветопередачу и быстрое время сушки. GS
Plus Ultra-Fi позволяет существенно расширить цветовой охват по сравнению с GS CMYK. * Серия GX - для использования внутри помещений. Гарантированный срок службы при непрямом солнечном освещении - 25 лет. GX OctaChrome позволяет расширить цветовой охват на 15% по сравнению с GX CMYK.
Серия GO - для наружного применения. Гарантированный срок службы при печати на материалах Encad серии GO - до 4 лет. GO OctaChrome позволяет расширить цветовой охват более чем на 20% по сравнению с GO CMYK. Сравнение областей цветовых охватов чернил ENCAD с цветовым охватом офсетной печати (SWOP)
Широкоформатные плакаты для выставки Выставочный стенд на экспозиционном мероприятии, зал для проведения презентации, промо акция - места где встречаются интересы покупателя и продавца, товар, услуга или имидж компании и потребитель. Качество коммуникации зависит от качества оформления выставочного
пространства и визуального материала, представляющего рекламную кампанию. Рекламный посыл необходимо передать в доступной форме, свежо, технологично и соответственно брифу(задачам). Оформление пространства может быть решено в рамках эксклюзивного выставочного строительства или
стандартных выставочных конструкций. Но в любом случае необходим некий формат подачи визуального и информационного материала, который необходимо разместить на стенде. В качестве носителей информации выступают широкоформатные плакаты.
Существует несколько вариантов изготовления широкоформатных плакатов в зависимости от способа крепления, стиля, бюджета. Постер Наиболее бюджетным решением является постер. Постер печатается на фотобумаге или самоклеящейся пленке или бумаге, приклеивается на стену. Для придания плакату большей презентабельности и защиты от внешнего воздействия постер можно заламинировать. Плакат с пластиковыми рейками В случае, когда невозможно
приклеить постер, для удобства крепления плаката и его мобильной транспортировки плакат сверху и снизу обрамляют пластиковыми рейками. Плакат всегда ровный благодаря направляющим по краям, растягивается под весом реек и при необходимости скручивается для мобильной транспортировки. Крепление к стене за крючки, вмонтированные в верхнюю и нижнюю планки. Плакат на пластике Наиболее презентабельным вариантом изготовления плаката на жесткую основу.
Напечатанное широкоформатное изображение накатывается на пластик валами под давлением и обрезается по размеру, создавая ровный край. В качестве основы используется любой ровный носитель толщиной по 10мм. Возможна послепечатная ламинация. Плакаты на пластике монтируются в интерьере в стенам(крючки; двусторонний скотч толщиной 1 мм), устанавливаются на пол(подставки; конструкции мобильных стендов; прислоняются к стенам).
Для нанесения используются следующие виды основ: Пластик белый - ПВХ Ровный, жесткий, тяжелый, непрозрачный материал. Рекомендован для изготовления планшетов и щитов, для стационарного использования, где требуется идеально ровная поверхность плаката и износостойкость. Сотовый поликарбонат Полый с трубчатой структурой,
легкий полупрозрачный, гибкий материал. Рекомендован для изготовления мобильных плакатов для легкой транспортировки, для конструкций с системой внутренней подсветки изображения. Поверхность материала имеет выраженную трубчатую структуру. Пенокартон Ровный, легкий, материал с вспененной структурой. Используется в конструкциях,
где важна ровная поверхность и не требуется ударопрочность. Низкий удельный вес материала делает более простым его монтаж и транспортировку. Полистерол Ровный, жесткий прозрачный или полупрозрачный материал. Используется для световых коробов и в конструкциях с внутренней подсветкой.
Печать осуществляется на новейшем оборудовании Kodak Encad NovaJet 850, разрешение 1200 dpi. Ширина носителей до 1.5 метров, длина до 30 метров. Восьмицветная печать позволила существенно расширить цветовую гамму, не воспроизводимую большинством
широкоформатных плоттеров и офсетной печатью, благодаря чему достигается потрясающее качество печати мелких деталей и полутонов. Для ламинирования и накатки(наклейки) на пластик используется широкоформатный ламинатор
GMP EXCELAM-Q1670RS. Ширина ламинации 1600 мм., длина до 30 метров скорость ламинации 3 м. в минуту. Горячий метод прикатки пленки позволяет использовать недорогие расходные материалы, что существенно снижает стоимость ламинации.
Подготовка изображений для широкоформатной печати.
Форматы файлов
-
*.TIFF (цвета в цветовой модели CMYK);
-
*.PSD (цвета в цветовой модели CMYK) - Adobe Photoshop (версия 8 и ниже);
-
*.EPS, *.AI (цвета в цветовой модели CMYK) - Adobe Illustrator (версия 10 и ниже);
-
файлы растровых форматов должны быть выполнены в одном слое и не содержать альфа каналов,путей;
-
*.CDR (цвета в цветовой модели CMYK) - Corel Draw (версия 12 и ниже)
Разрешение растровых изображений (при размере 1:1)
-
до 1м – 200-300dpi выходное разрешение 720-1440dpi
-
1,6х до2м – 100-120 dpi выходное разрешение 720-1440dpi
-
2x3m - 72dpi выходное разрешение 185-360dpi
-
3x6m - 40dpi выходное разрешение 185-360dpi
-
6x9m - 30dpi выходное разрешение 185-360dpi
-
свыше 18-20dpi выходное разрешение 185-360dpi
Требования к векторным форматам
Масштаб изображения 1:1. Все шрифты в файлах векторных форматов дожны быть переведены в кривые.
В макетах , подготовленных в COREL DRAW не допускается использование следующих эффектов :
прозрачность (Transparency), линзы (Lens), тени (Drop Shadou).
Требования по переводу в CMYK в программе Adobe Photoshop
В меню Color Settings у Вас должны быть следующие установки:
-
RGB Adobe RGB (1998)
-
CMYK Euroscale Coated v2
-
GRAY 20%
-
SPOT Dot Gain 20%
Требования к цвету
Если в Вашем макете содержатся плашечные цвета, которые должны быть отпечатаны строго определенным цветом, Вы должны выбрать цвет по вееру PANTONE Process, назначить его в программе и указать этот цвет на прилагаемом эскизе или сопроводительных документах. Критерием определения цвета служит процентное соотношение цвета (CMYK) в каждой конкретной точке изображения ,а не принтерная распечатка и не отображение макета на мониторе компьютера. Кроме того, советуем заказать цветопробу, если есть строгие пожелания к цвету, иначе претензии по цветам не принимаются.
Ширина запечатываемого поля (max)
-
Плоттер Mimaki JV3-160S (сольвент) – 1,6m
-
Плоттер Mimaki JV4-130 (пигмент) – 1,25m
-
Плоттер SCITEX GRAND JET – 3,1m
Носители информации
Файлы принимаются на CD-ROM, HDD (жесткий диск). Рекомендуем передачу файлов по FTP. Также возможен прием файлов, с размером не более 5mb, по электронному адресу: printexim@rambler.ru/
Сопроводительная документация
Распечатка эскизов с указанием имени файла, материала, размера изображения (в мм.), качества (базовый, максимальный), количества (шт.). При необходимости: цвета по вееру PANTONE, наличие люверсов или карманов, другие технологические особенности. В примечании указать размер (в см.) самого мелкого текста на изображении (если конечно такой имеется) и наличие однотонных заливок синего или зеленого цвета.
ВНИМАНИЕ!!! Чёрный цвет должен быть составным по CMYK! (C=30% M=30% Y=30% K=100%).
Нанесение самоклеящейся пленки Технология и особенности наклеивания
Несмотря на кажущуюся простоту использования самоклейки в изготовлении наружной и интерьерной рекламы, нанесение пленки имеет свои особенности. Соблюдение правил этой технологии, использование качественного материала и наличие опыта обеспечивают качество и долговечность результата работы наклейщика.
Подготовка поверхности
Одна из основных причин отклеивания пленки – поверхность, плохо подготовленная к нанесению аппликации. На поверхности, будь то металл или ПВХ, не должно быть впадин. Шероховатостей и пр., так как воздух, оставшийся в них, в дальнейшем неизбежно вызовет отслаивание пленки. Поэтому, например, при нанесении пленочной рекламы на борта автотранспорта с его корпуса тщательно счищают старую потрескавшуюся краску, шпаклюют трещины и вмятины, грунтуют и красят. Наносить слой краски также следует и пред наклеиванием пленки на черный металл и фанеру.
Другим важным требованием к поверхности является отсутствие на ней жиров, грязи и пыли. Поверхность обезжиривают с помощью растворителя 9денатуратом или уайтспиритом), остатки загрязнений и пыли смываются обычными моющими средствами. Для очистки пластиков перед поклейкой пленки можно использовать средства типа «Cosmofen 10» и др.
Гладкая и чистая поверхность необходима не только для успешного нанесения и обеспечения долгого срока слубы пленки, но и для качественного внешнего вида. Все неровности, грязь и пыль пленкой не скрываются, а, наоборот, подчеркиваются. Особенно это касается аппликаций из глянцевой пленки – любая пылинка под ней в бликах света сразу станет заметной.
Условия и оборудование
Наиболее эффективное схватывание клея происходит при наклеивании пленки в температурных режимах 10-20ºС, при этом желательно, чтобы и пленка, и подготовленная поверхность были одинаковой температуры.
Как уже говорилось выше, пыль – враг наклейщика, поэтому рекомендуется наличие вытяжки или вентилятора в помещении, где производится нанесение пленки.
Лучше, если есть возможность производить наклейку рядом с плоттером, особенно в случаях с наклейкой буквенных и других небольших вырезок. Изготовить, к примеру, информационные таблички при наклеивании букв с толщиной штриха меньше 1см «без потерь» невозможно. В тех случаях, когда пленку наклеивают на улице, обычно изготавливаются два комплекса вырезок.
Для наклеивания и разглаживания пленки на поверхности используются ракель, который обычно имеется в наличии у поставщиков самоклейки.
При нанесении пленки на поверхности, находящиеся в разных плоскостях друг к другу (например, на стыки бортов и оконных рам троллейбуса), используют специальный фен, нагревающий пленку до размягчения, делая, таким образом, возможным максимально плотное облегание поверхности. В этом случае пленку важно не перегреть, иначе она изменит цвет.
Процесс наклеивания
В первую очередь на чистой поверхности обозначают места нанесения пленки. Профессионалы обычно обходятся одной-двумя прямыми линиями. При наклеивании сложных изображений рисуют контуры аппликации полностью.
После того как изображения вырезаны на плоттере и поверхность полностью подготовлена, приступают к наклеиванию. У одного из краев куска пленки отгибают подложку, пленку накладывают на поверхность и приклеивают к размеченному месту свободным от подложки краем. Чтобы убрать пузырьки воздуха, оставшиеся под пленкой, ракелем разглаживают наклеиваемый кусок. Свободную часть подложки отрезают, затем освобождают от бумаги следующий участок пленки. Подкладочный слой отрывают равномерно, постоянно отрезая каждую часть. Одновременно с этим пленку растягивают и разглаживают на поверхности горизонтальными движениями ракеля. Когда подложка полностью удалена, пленка еще раз подвергается тщательному разглаживанию ракелем или валиком. После наклейки разметочные линии смываются с поверхности уайтспиритом (другие растворители могут обесцветить пленку). Если условия позволяют, и аппликация не была нанесена на вертикальную поверхность, наклеенную пленку выдерживают в горизонтальном положении от десяти и более часов.
«Мокрый» метод
наряду с нанесением пленки «всухую» используют и «мокрый» метод. К нему, в частности, прибегают, когда необходимо наклеить большие куски пленки. Правда, некоторые виды самоклейки (например, пленки «Intercoat») можно наносить только «сухим» методом.
Требуемый кусок пленки кладут «картинкой» вниз и полностью удаляют подкладочный слой бумаги. Затем на клеевой слой бытовым пульвером наносят мыльный раствор – для этого применяют средства для мытья посуды типа «Fairy» и «Sunlight». Мыльный раствор равномерно распределяется по клеевому слою и не позволяет клею засохнуть – чистая вода на клеевой поверхности собралась бы в капли.
Пленку накладывают клеевым слоем на поверхность, помещают на нужное место согласно разметке и разглаживают. Ракелем выгоняют жидкость из-под пленки движениями от центра к краям. Затем, как и в случае с «сухим» нанесением, пленку оставляют в горизонтальном положении на 12-20 часов.
Причины неудач и способы их избежать
Не секрет, что большинство вывесок живет не дольше трех лет, а зачастую аппликации начинают отклеиваться от поверхности уже через месяц-другой. Причин этому несколько: излишняя экономия на материалах и оборудовании, нежелание руководствоваться инструкциями производителей и непрофессионализм.
Так, например, стремящиеся сэкономить на производстве пользуются при резке пленки дешевыми плоттерами, режущими пленку только шириной не более 60см за ход, хотя стандартная ширина многих видов самоклейки – от метра и более. При нанесение аппликации из полученных на таком плоттере вырезок получаются швы, по которым пленки за счет усадки со временем расходятся.
Некоторые экономят и на самих пленках, приобретая или некачественную, или старую пленку с пересохшим клеевым слоем. Исходя из опыта, оптимальным выбором является такие «проверенные в деле» пленки, как «Oracal», «Filmolux», и более дорогие – «Fascal», «ЗМ» и пр.
Некоторые не соблюдают правила хранения – так, у хранящейся в вертикальном положении пленки без использования специальных контейнеров мнутся края, подложка отходит от клеевого слоя, и тот высыхает.
При наклеивании пленки на световые короба важно, чтобы между частями пленки, наклеенной на прозрачный пластик, не было просветов. Избежать этого можно, оставляя при резке небольшие запасы по краям (2-3мм) и затем наклеивая куски пленки «внахлест». В таком случае от усадки пленки в зимнее время просветов на коробе не образуется. Имеет смысл наносить аппликацию на уже собранный и включенный световой короб или использовать в тех же целях световой стол.
Важно соблюдать и температурный режим, в котором рекомендуется нанесение данного вида самоклейки. Минимум допустимой температуры - +8ºС. При минусовой температуре любое неосторожное движение приведет к тому, что пленка порвется. Не менее важен и опыт – если навыков в работе с самоклейкой нет, пленку можно порвать и ракелем во время наклеивания.