

Тема 3. Основы проектирования, реконструкции и технического
перевооружения предприятий сервиса.
РАСЧЕТНЫЕ ТЕХНОЛОГИЧЕСКИЕ ДАННЫЕ ДЛЯ ПРОЕТИРОВАНИЯ ПРЕДПРИЯТИЙ СФЕРЫ СТС.
1.Общие положения.
Расчетные технологические данные предназначаются для технологического проектирования автотранспортных предприятий как комплексных, так и с централизованным обслуживанием.
Технологические данные могут быть распространены на проектирование новых и реконструкцию действующих предприятий.
Технологические данные основываются на следующих материалах:
1.Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта.
2.Нормы проектирования предприятий по обслуживанию АТС (СНиП Д.9 -62).
3.Система нормативных документов в строительстве. Основные положения (СНиП 10-01-94).
4.Планировка и застройка городских и сельских поселений (СНиП 2.07.01-89).
5.Руководство по организации производства технического обслуживания и текущего ремонта автомобилей в автотранспортных предприятиях.
Нормами предусматривается расчет:
- плана технического обслуживания и ремонта подвижного состава;
- производственной программы предприятия;
- количества рабочих постов для технического обслуживания и ремонта;
-количества производственных рабочих;
-площадей производственных, складских помещений и хранения подвижного состава.
Трудоемкость технического обслуживания и текущего ремонта предусматривает:
-механизированную мойку подвижного состава;
- организацию работ первого технического обслуживания на поточных линиях;
-организацию работ по текущему ремонту на универсальных и специализированных постах;
- агрегатно-участковую организацию производства ТО и ТР;
- ремонт основных агрегатов и узлов на специализированных постах.
На предприятиях сферы СТС выполняются следующие виды воздействий на АТС:
- ежедневное обслуживание (ЕО),
- первое техническое обслуживание (ТО-1),
- второе техническое обслуживание (ТО-2),
- текущий ремонт (ТР).
2.Продолжительность технического обслуживания и ремонта АТС.
Общая продолжительность ТО и ТР не должна превышать следующих норм:
Продолжительность технического обслуживания и текущего ремонта АТС.
|
Наименование автотранспортного средства |
Дней на 1000 км пробега |
|
Легковые автомобили |
0,3 – 0,4 |
|
Автобусы |
0,5 – 0,6 |
|
Грузовые автомобили |
0,4 – 0,5 |
3.Трудоемкость технического обслуживания и текущего ремонта.
Нормы трудоемкости ТО и ТР установлены с учетом типовых перечней обязательных работ для каждого вида услуг. Нормы трудоемкости ТР приведены для 1-ой категории условий эксплуатации.
Трудоемкость ТО и ТР автотранспортных средств.
|
Литраж АТС |
Нормы трудоемкости на одно обслуживание, чел.-час на 1000 км пробега | |||
|
ЕО |
ТО-1 |
ТО-2 |
ТР | |
|
Малый, менее 2 л |
0,2 |
2,6 |
11,0 |
4,0 |
|
Средний, от 2 до 4 л |
0,2 |
3,4 |
11,2 |
4,6 |
|
Большой, выше 4 л |
0,35 |
5,0 |
13,6 |
6,1 |
4.Рекомендации по размещению технологического оборудования.
1.Перемещение людей, материалов и документов должно совершаться на минимально возможное расстояние. Одна из самых больших составляющих затрат на многих оптовых складах – это управление движением материалов.
2.Высокое использование площадей наряду с возможностями для расширения. Если существующей площади будет недостаточно, то необходимо предусмотреть возможность легко добавить к зданию крыло или еще один этаж.
3.Гибкость для переустройства, изменения услуг и возможного роста. Периодическое проведение модификаций в схеме расположения из-за изменения номенклатуры услуг.
4.Удовлетворительная физическая среда для рабочих: освещение, температурный контроль, низкий шум и комнаты отдыха. Стационарное оборудование, такое как бойлер, должно находиться вне рабочей области.
5.Удобство для потребителей во время обслуживания.
6.Привлекеательный вид помещений, предназначенных для руководства и потребителей.
5.Классификация основных средств.
К основным производственным фондам, используемым на СТО, относятся:
- здания (50% - стоимость основных средств);
- сооружения (22%);
- передаточные устройства (5%);
- машины и оборудование (15%), к которым принадлежат силовые машины и оборудование, рабочие машины (измерительные устройства и приспособления, лабораторные измерители);
- вычислительная техника (1,5%), другие машины и оборудование (например, автоматика), транспортные средства (2,5%);
- инструменты, производственно-хозяйственный инвентарь (4%) и др.
По технологическому назначению оборудование СТО можно разделить на оборудование:
- для уборочно-моечных и очистных работ;
- подъемно-транспортное: для смазывания автомобилей, заправки их маслами, эксплуатационными жидкостями, воздухом;
- для диагностирования, контроля и регулировки агрегатов, узлов и систем автомобиля;
- для диагностирование, контроля, регулировки и ремонта электрооборудования автомобиля;
- для разборочно-сборочных и ремонтных работ;
- шиномонтажное и шиноремонтное;
- покрасочно-сушильное;
- нестандартное;
- слесарно-монтажное и специальный инструмент
Пример фактической структуры основных средств СТО.
Металлический гараж… 3
Здание профилактория… 1
Здание окрасочного цеха… 1
Склад ГСМ… 1
Административный корпус … 1
Сооружения.
Объекты, связанные с благоустройством территории…1
Подземный резервуар … 1
Передаточные устройства.
Внешняя телефонная сеть… 1
Внешнее освещение территории… 1
Внешние трубопроводы… 1
Силовые машины
Устройство для запуска двигателей… 2
Селеновый выпрямитель… 3
Сварочный агрегат… 1
Измерительные и регулировочные приборы
Электродистиллятор… 1
Сушильный шкаф… 1
Водонагреватель… 1
Рабочие машины.
Электромеханический подъемник ОЗЕ … 10
Домкрат П-310 … 1
Гидравлический пресс … 3
Бак для сбора отработанных масел … 1
Прибор для проверки оборудования …. 1
Прибор для установки фар … 1
Прибор для проверки якорей … 1
Прибор для проверки свечей зажигания … 1
Прибор для проверки электрооборудования …1
Вольтметр … 1
Маслораздаточный бачок … 1
Электронный стенд для балансировки колес …3
Стенд для проверки тормозной системы… 1
Электровулканизатор …. 1
Стенд для монтажа-демонтажа шин… 1
Прибор для проверки контрольно-измерительных приборов…1
Механическая мойка … 1
Покрасочно-сушильная камера … 2
Покрасочная камера … 1
Смазочно-раздаточная колонка … 1
Настольно-сверлильный станок … 4
Сверлильный станок … 2
Токарный станок … 2
Электродрель … 3
Стационарный компрессор … 3
Переносной компрессор … 3
Автоматический тепловой коммутатор … 1
Автопогрузчик … 1
Стенд для проверки двигателей … 1
Газоанализатор … 1
Сварочный полуавтомат … 1
Стенд для правки кузовов… 1
Электроталь … 1
Гидравлический кран …. 1
Шлифовальный станок … 1
Это оборудование должно быть приспособлено к определенным условиям и обеспечивать выполнение технологических процессов.
Каждое рабочее место (пост) имеет свой набор оборудования:
Пост диагностирования двигателя.
Диагностический стенд, состоящий из:
мотортестера МОТ – 251 … 1
программного модуля РРО … 1
дизель-модуля с 6-миллиметровым клеммным датчиком … 1
клеммного датчика 6,0 мм МВ … 1
Печатающее устройство ОША 4 … 1
Четырехкомпонентный газоанализатор (СО/HC/CO2/O2)
ЕТТ 008.55 или газоанализатор ЕТТ 870 … 1
Прибор для проверки электронных систем впрыска и
зажигания КТ 8 – 300 … 1
Программный модуль РРО 207 … 1
Программная дискета Е-Test Disk… 1
Кабель КТ 5 300 – Р5 … 1
Кабель БМВ … 1
Кабель Мерседес … 1
Кабель Опель … 1
Кабель Фольксваген /Ауди … 1
Кабель CAAB … 1
Универсальный тестер ЕТТ 018.01 … 1
Защитный кожух … 1
Переходные кабели:
L – Jetronic … 1
L E – Jetronic … 1
K E – Jetronic … 1
Набор для измерения давлений в системах впрыска Jetronic KDJE 101… 1
Портативный минимотортестор PMS 100 … 1
Комплект кабелей … 1
Пост дизельного сервиса легковых автомобилей.
Прибор для проверки форсунок дизельных двигателей … 1
ЕРЕР 60Н … 1
Ручной насос для регулировки плунжерной пары … 1
Набор инструмента KDEP T 1100 … 1
Набор инструмента KDEP T 1200 … 1
Набор инструмента KDEP T 1300 … 1
Комплект пишущих компрессоров … 1
Тестер для определения падения давления в цилиндре EFAW 210A … 1
Переходник для дизельных двигателей … 1
Дизельный дымометр RTT 100 … 1
Печатающее устройство (встраиваемое) … 1
Тележка … 1
Пост проверки тормозной системы.
Тормозной стенд BSA – 305 … 1
Печатающее устройство PDR 200 … 1
Пост качественной оценки тяговых характеристик автомобиля.
Стенд проверки мощности двигателя и автомобиля ELA – 203 … 1
Цветной показывающий дисплей … 1
Поворотная стойка … 1
Держатель … 1
Конусные ролики … 1
Поворотный рукав для дистанционного управления … 1
Печатающее устройство … 1
Бумага для печати … 1
Пост контроля и регулировки углов установки колес.
Стенд “Сход-развал” FWA 411 … 1
Компьютерный блок … 1
Измерительный датчик … 1
Монитор 14// … 1
Принтер … 1
Комплект адаптеров для алюминиевых дисков … 2
Задние платы … 1
Механические поворотные платы … 1
Пост шиномонтажа и балансировки.
Шиномонтажный стенд RMG B 312/1 230 V … 1
Балансировочный стенд KWM B 301 … 1
Пост электрика.
Пускозарядочное устройство … 1
Тестер для проверки аккумуляторных батарей … 1
Тестер для проверки генераторов WRG 012.00 … 1
Прибор для проверки обмоток на короткое замыкание … 1
Набор инструментов для обслуживания аккумуляторов … 1
Пост проверки амортизаторов.
Стенд для проверки амортизаторов BCS 152 … 1
Печатающее устройство …. 1
Лекция 7.
Размещение технологического оборудования.
Размещение, количество оборудования, его мощность и пропускная способность должна отвечать следующим условиям.
 Размещение,
количество оборудования, его мощность
и пропускная способность должны отвечать
следующим условиям:
Размещение,
количество оборудования, его мощность
и пропускная способность должны отвечать
следующим условиям:
Прежде всего – это требование поэлементной пропорциональности. Число и пропускная способность оборудования должны отвечать требованиям производственной программы. Производственная программа имеет сезонные и временные колебания, пропорциональность обеспечивается методом оптимизации.
Режим работы оборудования должен быть таким, чтобы не нарушалась последовательность работ и не было задержек при выполнении производственного процесса. Это требование повременной пропорциональности. Поэлементная и повременная (суточная) пропорциональность должны быть достигнуты во всех звеньях производства. Число любых элементов должно соответствовать производственной программе.
Все остальное должно обеспечивать непрерывную работу по технологическим процессам: число раздевалок для работников, складские помещения, столовая, душ, компрессор, напряжение – все должно обеспечивать непрерывность основных технологических процессов.
Следующее требование – это непрерывность производственного цикла. Производственный цикл – календарный срок выполнения некоторой работы от начала до ее завершения. Этот срок включает в себя оперативное время и разные необходимые или случайные перерывы. Необходимо обеспечить минимальную долю перерывов и возможное уменьшение срока выполнения технологических операций.
Следующее требование – прямоточность. Во время выполнения всех технологических и дополнительных операций объем транспортной работы должен быть наименьшим.
6.Требования к обслуживанию оборудования и инструментальному хозяйству.
Технологическое оборудование станций можно разделить на: металлорежущее, кузнечно-прессовое, крановое, технологическое оборудование специального назначения и энергетическое.
К металлорежущему оборудованию относятся: токарно-винторезные, фрезерные и сверлильные станки.
С точки зрения требований к обслуживанию они делятся на: легкие (до 1 т), средние (1–10т) и тяжелые (свыше 10 т).
К кузнечно-прессовому оборудованию относятся прессы, штамповочные и гибочные машины, ножницы. Они делятся на: легкие (до 10 т), средние (10 – 60т) и тяжелые (свыше 60 т).
К крановому оборудованию относятся грузоподъемные машины с ручным и машинным приводом. Они делятся на легкие, средние, тяжелые и сверхтяжелые.
Технологическое оборудование по своим конструктивным и эксплуатационным свойствам делится на сложное, средней сложности и несложное.
К энергетическому оборудованию относится: оборудование, предназначенное для производства, преобразования, распределения, передачи и потребления энергии (электрической и тепловой).
Для всех видов оборудования существует система планово-предупредительного ремонта, чтобы эксплуатация оборудования происходила в соответствии с требованиями Госгортехнадзора, обеспечивался максимально возможный срок эксплуатации, минимальные затраты на поддержание работоспособности и обновление. Эта система предусматривается правилами эксплуатации и заводскими инструкциями.
При обслуживании и ремонте автомобилей используется большое количество инструментов и приспособлений, которое бывает универсальным и специализированным. Качественное обслуживание и ремонт невозможны без инструмента (названия инструментов для ремонта автомобилей ВАЗ перечисляется на 250 – 300 страницах).
Маленькие предприятия редко имеют отдельное инструментальное хозяйство. На крупных СТО существуют инструментальные кладовые со специнструментами и приспособлениями.
7.Инфраструктура станции.
В сфере обслуживания важное значение имеет инфраструктура предприятия, его отделка, экстерьер и интерьер.
Станция должна быть удобно расположена и обустроена таким образом, чтобы быть заметной. Большое значение имеет внешняя отделка. Внешняя отделка должна соответствовать стилю фирмы, к которой принадлежит СТО или же иметь совершенный дизайн.
Важный элемент СТО – стоянки, на которых можно оставить автомобиль. Они должны быть удобными, хорошо обустроенными, достаточно вместительными, выглядеть эстетически привлекательно.
Следующий элемент инфраструктуры – это помещение для приема клиентов, которое функционально относится к основному производству и должно быть особенно привлекательным. Оно должно занимать достаточную площадь – 20…25% общей производственной площади.
Это особенно важно при наличии автосалона. Это обусловлено важностью работы с клиентурой и тем, что именно по этому помещению клиент судит о станции.
Большое значение имеют обустройство территории СТО и поддержание порядка. С точки зрения эффективности работы и привлечения клиентов на станции должны иметься кафе или другие пункты питания, телефон, место отдыха, туалет и т.д.
8.Организация складского хозяйства.
Организация складского хозяйства сводится к определению объемов склада и производственных запасов, способов сохранения запасных частей, адресной системы их поиска, к распределению запасных частей и материалов на группы, присвоению им соответствующих кодов или использованию заводских кодов, организации учета и движения (приемки-выдачи) материальных ценностей и их сохранения. Объем склада определяется при проектировании станции.
Наиболее распространенная форма организации склада на станции – это склад-магазин. Такая форма позволяет сократить операции приема и выдачи (продажи) запасных частей, способствует их быстрому движению и обороту оборотных средств. На некоторых станциях имеются отдельно склад и магазин.
Следует стремиться к минимальной площади склада.
Лекция 8.
Организация услуг по профилактике и ремонту АТС.
1.Факторы, влияющие на организацию производства услуг.
Организация обслуживания и ремонта АТС на конкретном ПАС зависит от многих факторов. Число переменных факторов на действующем ПАС ограничено.
К переменным факторам можно отнести: количество и эффективность использования рабочей силы, производственную программу, режим работы, организацию работы персонала, наличие и эффективность использования оборудования и т.д.
Эффективность использования ресурсов зависит прежде всего от загруженности рабочих мест на ПАС, т.е. от входящего потока потребностей.
Организация работ по техническому обслуживанию и ремонту автомобилей предусматривает в соответствии с потоком заказов структуру рабочих мест, квалификацию персонала, техническое обеспечение, режим работы, последовательность выполнения заказов и операций. Это обеспечивает максимальную загрузку рабочих мест и минимальную длительность производственного цикла. Можно достигнуть такого состояния, при котором срок выполнения заказа и промежутки времени между заказами были бы минимальными.
На ПАС выполняются в большинстве случаев ручные работы, которые не могут быть механизированы. Поэтому следует исходить из времени, затрачиваемого на ручные работы, а оно бывает очень разное даже при однотипных неполадках.
Время выполнения конкретной операции планируется детерминированно. Поэтому, первым препятствием на пути эффективной организации работ по техническому обслуживанию и ремонту является неравномерность трудоемкости выполнения одинаковых работ с одинаковыми условиями.
Следующее препятствие, которое объективно стоит на пути эффективной организации работ – неравномерность входящего потока требований по часам суток, дням недели и месяцам.
Неравномерность потока требований Q на предприятиях автосервиса.
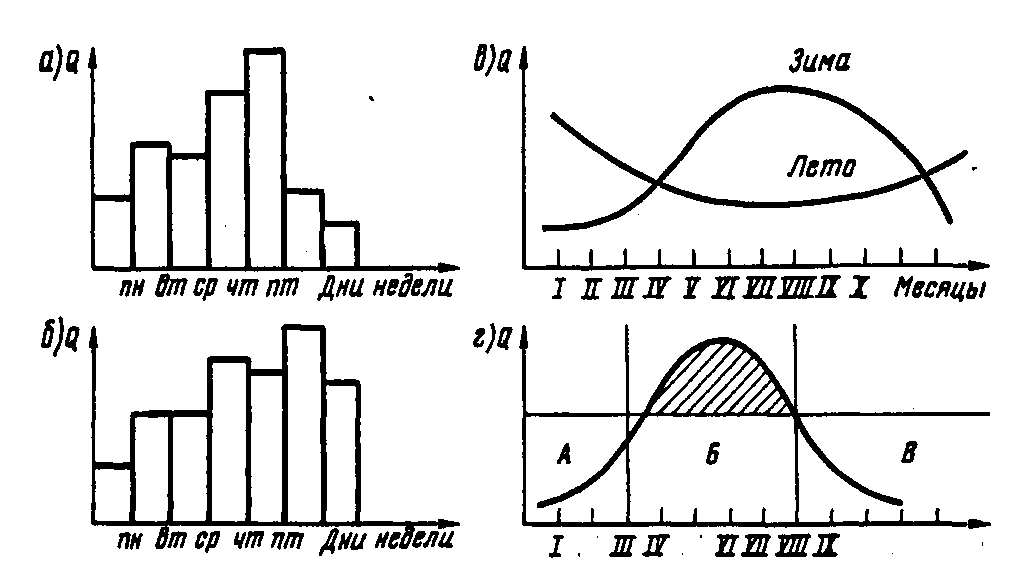
а) летом; б) зимой; в) по месяцам; г) общая закономерность: А и В – недогрузка мощностей, Б – избыток спроса.
Входящий поток требований неравномерен так же по номенклатуре работ, маркам автомобилей и последовательности их поступления.
Еще одно условие, которое препятствует организации производства, - это разнообразие потребностей в запасных частях, которое выходит за рамки номенклатуры запасных частей, находящихся на складе ПАС. Важным в организации производства является индивидуальность каждого заказчика, все условия которого необходимо удовлетворить, а не делать стандартные ремонты АТС.
Необходимо придерживаться такого режима работы предприятия, который отвечает реальному режиму существующего спроса.
Организация производства должна быть подчинена маркетинговым требованиям, т.е. основываться на потребностях клиентуры, и на этой основе обеспечивать эффективное использование ресурсов.
2.Формирование производственной программы.
Производственная программа – это объем и номенклатура работ по техническому обслуживанию и ремонту, которые должен выполнить работник, группа работников, производственное подразделение или ПАС за конкретный промежуток времени – смену, месяц, год.
Желаемый вариант производственной программы – полная загрузка всех производственных мощностей при реальной интенсивности и организации их использования при существующем режиме работы станции.
Если структура спроса и поток требований не обеспечивают желаемый вариант производственной программы, то для его формирования могут быть изменены некоторые переменные параметры производственной системы – число работников, организация выполнения операций, режим работы и т.д.
Эти изменения могут быть результатом реакции на спрос и входящий поток требований. При этом предполагается, что сам спрос, поток заказов и организационные переменные обеспечивают удовлетворительную загрузку производственных мощностей.
Если спрос и поток заказов не обеспечивают необходимого использования мощностей, маркетинговые и производственные службы ПАС должны использовать мероприятия, которые способствовали бы увеличению загрузки производственных мощностей.
Формирование производственной программы предприятия автосервиса – это формированию спроса.
Первыми шагами на пути формирования производственной программы - является изучение спроса и создание мощностей для его формирования.
Следующее направление формирования производственной программы – это регулирование входящего потока. Для этого используют методы, которые способствуют улучшению обслуживания клиентуры. Например, предварительная запись – сокращает затраты времени клиента.
При предварительной записи предприятие может формировать производственную программу по своему усмотрению с расчетом эффективности производства.
Удобными для формирования производственной программы с учетом эффективности являются такие формы обслуживания клиентуры, как абонементное и учетное обслуживание по принципу “забота об автомобиле”. С этой точки зрения предприятиям автосервиса выгодно иметь соглашения с клиентурой.
Однако, не все предприятия в достаточной мере загружены. Поэтому при формировании производственной программы исходят из условий поисков клиентов и способов их удовлетворения.
К этим способам можно отнести – бесплатное диагностирование или другие методы привлечения клиентов.
Например, если ПАС имеет соответствующее оборудование для шиномонтажа, балансировки и регулировки углов установки управляемых колес, то она может балансировать колеса бесплатно. Тот, кто приедет бесплатно отбалансировать колесо, может пожелать смонтировать его или отрегулировать углы установки. Если на ПАС мойка недостаточно загруженна, можно предложить бесплатную мойку при условии выполнения после нее работ по обслуживанию и ремонту. Если на ПАС недогружены посты покраски, то можно выполнить комплексную работу по рихтовке и покраске дешевле, чем каждую отдельно.
Если ПАС загружено в достаточной мере, формирование производственной программы предусматривает создание графика выполнения работ и оперативное регулирование процессов обеспечения минимального производственного цикла и промежутков между циклами, т.е. последовательность индивидуальных нарядов-заказов, которые исполнитель мог бы выполнить на протяжении смены.
Задача усложняется в том случае, если работы взаимосвязаны по технологии или последовательности. В этом случае задача сводится к тому, чтобы обеспечить последовательность выполнения работ с минимальным сроком по каждому заказу.
В теории оперативного управления существуют методы оптимизации таких задач, но в данном случае задача усложняется субъективным фактором (требованиями клиентов) и требованием соблюдения последовательности работ: первым обслуживается тот, кто первым обратился.
3.Факторы, влияющие на длительность производственного цикла.
Длительность производственного цикла – это промежуток времени от начала выполнения работ по заказу до выдачи готового автомобиля заказчику (клиенту).
Этот срок включает в себя время на технологические операции tтехн , а также перерывы между ними tпер. tц = tтехн + tпер.

где i = 1,2…, n – число постов;
j = 1,2…, k – число участков;
tij – технологически необходимое время нахождения на i-том посту j-го участка;
tnб – время нахождения автомобиля в накопительном бункере;
tnn – время перерывов между работой на постах;
tnуч – время перерывов между работой на участках;
tnорг – время перерывов по организационным причинам (отсутствие запасных частей, неисправности оборудования, прочее).
Длительность цикла определяется в часах.
Время технологической операции:

где: tнорм – нормативная трудоемкость работ по заказу,
Р – число работников.
Если заказ выполняет один человек, то оперативное время выполнения равняется трудоемкости этого заказа.
Длительность производственного цикла зависит от вида трудоемкости работ: она увеличивается с увеличением трудоемкости. С увеличением трудоемкости увеличивается также и удельный вес перерывов в сроке производственного цикла. Работа, трудоемкостью около 1 смены, может иметь очень малый удельный вес перерывов во всем производственном цикле. Работа, трудоемкость которой больше одной смены, может потребовать разного увеличения удельного веса перерывов в длительности производственного цикла.(рис.).

Это объясняется прежде всего межсменными перерывами. График, приведенный на рисунке, рассчитан с учетом только межсменных перерывов. Другие перерывы – технологические, межпостовые, межучастковые, организационные – увеличивают удельный вес непродуктивных перерывов в сроке производственного цикла.
Для учета простоя в расчетах применяют понижающий коэффициент:

где Тднф – фактический дневной объем услуг выполняемых на автомобиле;
Вднф – фактическая дневная выработка рабочих выполняющих этот объем.
Кп – удельный вес технологического времени в общем времени нахождения автомобиля в ремонте.
Значение этого коэффициента находится в пределах 0,03… 0,5, т.е. технологическое время иногда составляет лишь 3% и почти никогда не превышает 50%.
Значения этого коэффициента необходимо определять отдельно по видам работ, тогда коэффициент будет отражать реальный уровень организации производства.
Слишком низкое значение коэффициента свидетельствует о недостаточном уровне организации производства и требует принятия мер по сокращению длительности производственного цикла.
Так как клиент оценивает качество работы с учетом срока выполнения заказа, станция должна увеличивать сменность работ при выполнении заказа и число исполнителей, которые заняты на выполнении одного заказа, до технологически возможного максимума.
На работах имеющих трудоемкость меньше одной смены, очень большое значение имеют организационные и технологические способы, которые способствуют уменьшению межоперационных перерывов.
Выводы.
При выполнении заказов малой трудоемкости первостепенное значение имеют организационные и технологические меры, которые обеспечивают непрерывность операций.
При выполнении заявок трудоемкостью больше одной смены - увеличение сменности работы, уменьшение числа выходных при выполнении заказов и роста числа работников до технологически возможного при выполнении заказа.
Лекция 9.