

Ответы на экзаменационные билеты (Г.В. Шадский) / Фрезерование резьб и Кинематическая настройка станка модели 561 на различные виды работ
.docФрезерование резьб
Метод работы
Длинные резьбы фрезеруются дисковыми
фрезами, короткие – дисковыми, чаще
гребенчатыми. Главное дв-е совершает
фреза с частотой вращения
![]()
Кроме того, изделию сообщается вращение, т.е. круговая подача. Фрезе сообщается перемещение вдоль оси изделия или самому изделию сообщается осевое перемещение. Величина перемещения измеряется минутной подачей, кот. определяется числом зубьев среды и частотой вращения фрезы.
![]() .
Ось фрезы устанавливают под углом бета
к оси изделия. При фрезеровании коротких
резьб применяются гребенчатые фрезы.
Производится врезание на полную высоту
резьбы, а затем вся резьба нарезается
за 1 оборот изделия.
.
Ось фрезы устанавливают под углом бета
к оси изделия. При фрезеровании коротких
резьб применяются гребенчатые фрезы.
Производится врезание на полную высоту
резьбы, а затем вся резьба нарезается
за 1 оборот изделия.
Резьбофрезерный станок 561
Устройство станка для обработки длинных резьб следующее. На станине Е находятся (подобно токарному станку) передняя А и задняя Г бабки, служащие для установки обрабатываемого изделия; между бабками располагается продольно-подвижный суппорт Б, на котором находится поперечная каретка Ж с фрезерной головкой В.
Фрезы устанавливают на шпинделе фрезерной головки, которая сделана поворотной. При работе дисковой фрезой ось шпинделя устанавливается так, чтобы плоскость вращения дисковой фрезы совпадала с направлением фрезеруемой канавки. Червячной фрезе придают такое положение, при котором направление её витков совпадает с направлением обрабатываемых впадин.
На универсальных резьбофрезерных станках можно производить следующие основные виды работ:
- фрезерование однозаходных и многозаходных резьб с нормальным шагом дисковой фрезой;
- фрезерование винтовых канавок с большим шагом дисковыми фрезами;
- фрезерование продольных пазов различного профиля и вида методом копирования дисковыми фрезами;
- фрезерование шлицевых валиков и цилиндрических зубчатых колёс червячными фрезами методом обкатки.
Кинематическая настройка станка модели 561 на различные виды работ
При рассмотрении настроек станка см. кинематическую схему – рис. 12.2 и записи уравнений кинематического баланса в п/п. В настоящего раздела, на которые ниже делаются ссылки под теми номерами, под какими кинематические цепи представлены в указанном п/п.
а) настройка на фрезерование нормальных резьб
Движения:
- главное (вращение фрезы) – цепь 1;
- окружной подачи – цепь 2,а;
- продольная подача – цепь 3,а;
б) настройка на фрезерование резьб с большим шагом:
Движения:
- главное (вращение фрезы) – цепь 1;
- окружная подача – цепь 2,б;
- продольная подача – цепь 3,б;
в) настройка на фрезерование продольных канавок:
Движения:
- главное (вращение фрезы) – цепь 1;
- продольная подача – цепь 3,б;
г) настройка на фрезерование шлицевых валов и зубчатых колес методом обкатки:
Движения:
- главное (вращение фрезы) – цепь 1;
- обката – цепь 4;
- продольная подача – цепь 3,в.
Кинематика станка модели 561 для фрезерования длинных резьб (см. рис. 12.2)
1) Цепь главного движения (вращения фрезы): nдв nф
![]()
2) Цепь окружной подачи (вращения заготовки)
а) при фрезеровании нормальных резьб: nф nзаг , муфты М2, М1
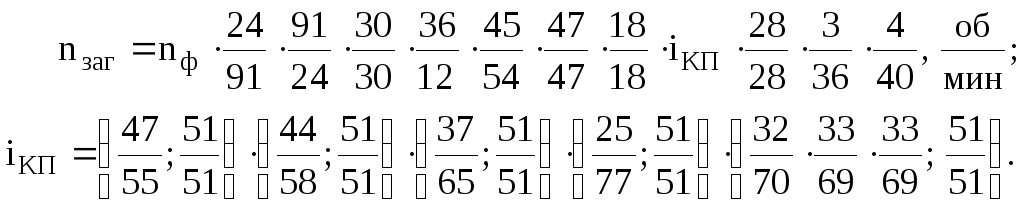
б) при фрезеровании резьб с большим шагом Т:
Т/12,7 об. ходового винта шага 12,7 мм
1 об. заготовки, муфта М4
:
![]()
3) Цепь продольной подачи фрезерного суппорта
а) при фрезеровании нормальных резьб:
1 об.загSп ,
М4 :
![]()
б) при фрезеровании резьб с большим шагом и продольных канавок: nф Sп , М3, М1
![]()
в) при фрезеровании с использованием метода обкатки: 1 об.загSп , М3
![]()
4) Цепь обката: 1 об.фK/Z
об.заг, М2,
М1 :
![]()
5) Цепь быстрых продольных перемещений суппорта: nдвvб , М3, М1
![]()
Механизм переключения станка модели 561
Механизм переключения состоит из двухсторонних кулачковых муфт М2 и М3, односторонней кулачковой муфты М4, трёх кулачков рычажной системы.
Движение к механизму переключения поступает через коробку подач, коническую пару 28:28 и червячную передачу 3:36 (медленное) и от быстро вращающегося вала посредством двух параллельных передач 32:32, минуя коробку подач. От этого вала заимствуются быстрые перемещения рабочих органов станка и движение обкатки. Муфта М2 сидит на полом валу, а М3 – на внутреннем.
При включении муфты М2 вниз вращение от червячного колеса 36 через полый вал и червячную передачу сообщается шпинделю изделия, обеспечивая ему круговую подачу. При включении муфты М2 вверх шпиндель получает быстрое вращение.
Включением муфты М3 вверх или вниз можно через внутренний вал, пару винтовых колес 10:25 и ходовой винт сообщить суппорту с фрезой соответственно рабочую подачу или быстрое перемещение.
Муфта М4 связывает кинематическую цепь, соединяющую шпиндель изделия с ходовым винтом продольного перемещения суппорта.