4. Токарные резцы с смп
Среди инструмента с СМП группа токарных резцов наиболее представительна. Учитывая большое число фирм-изготовителей этого инструмента и пестроту его обозначения, ISO предпринята попытка создать единую систему кодирования токарных резцов общего назначения, в которую составной частью входят отдельные символы из обозначения СМП.
Например, PCLNR 1616 H 12. Представим эту запись так:
|
|

1. Первая буква в обозначении обозначает способ крепления СМП в резцовой державке. Стандартом предусмотрено четыре основных способа крепления, которые представлены в таблице 4.1.
Таблица 4.1
Способы крепления СМП на резцах
|
Способ крепления |
Прижимом сверху |
Прижимом сверху и поджим за отверстие |
Прижим рычагом за отверстие |
Прижим винтом |
|
Схема |
|
|
|
|
|
Обозначение |
C |
M |
P |
S |



2. Вторая буква характеризует форму СМП. Этот пункт подробно рассмотрен в разделе 2.
3. Третья буква характеризует главный угол в плане φ. Наиболее типовые державки и углы в плане приведены в таблице 4.2.
Таблица 4.2
Обозначение главного угла в плане
|
|
|
|
|
|
|
B |
D |
E |
F |
G |
|
|
|
|
|
|
|
J |
K |
L |
S |
T |








4. Четвертая буква в обозначении характеризует величину заднего угла α на СМП. Этот пункт подробно рассмотрен в разделе 3.
5. Пятая буква характеризует исполнение державки резца по направлению движения подачи. Это также было рассмотрено в разделе 3.
6. Шестой символ в виде двух цифр характеризует высоту Н державки резца. Как и при кодировании СМП, если размер определяет однозначная цифра, перед ней ставят ноль, например, при Н=8мм, в обозначении указывают 08.
7. Седьмой символ характеризует ширину В державки резца. Здесь полная аналогия с предыдущим пунктом.
8. Восьмой буквенный символ характеризует длину L резца(см.табл. 4.3.).
Таблица 4.3
Обозначение длины L резца
|
Длина L, мм |
32 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
125 |
140 |
|
Обозначение |
A |
B |
C |
D |
E |
F |
G |
H |
J |
K |
L |
|
Длина L, мм |
150 |
160 |
170 |
180 |
200 |
300 |
350 |
400 |
450 |
500 |
специальная |
|
Обозначение |
M |
N |
P |
Q |
R |
T |
U |
V |
W |
Y |
X |
9. В девятом пункте обозначения дается информация о длине режущей кромки, что подробно рассмотрено в соответствующем пункте для СМП.
10. В последнем десятом пункте кода предусмотрена информация об особых обозначениях изготовителя.
По аналогичному принципу в стандарте ISO строится обозначение и для других типов токарных резцов: расточных, резьбовых, канавочных.
К базированию СМП в корпусе инструмента предъявляют ряд требований: обеспечение точного позиционирования и предохранение от выкрашивания режущих кромок, примыкающих к базовым поверхностям корпуса.
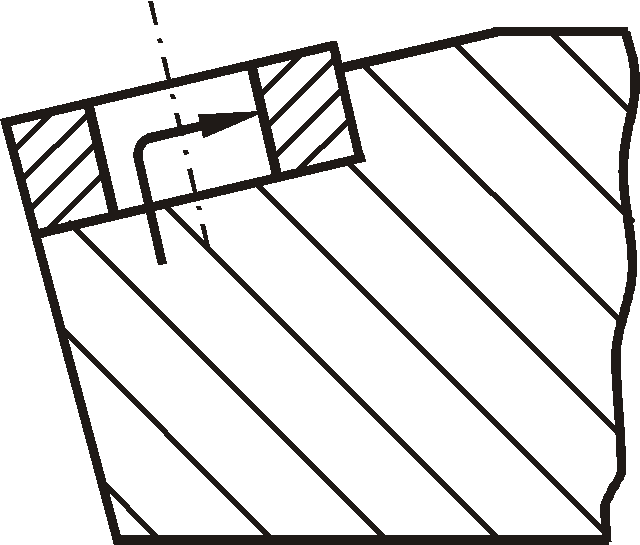
Для токарных резцов наилучшего позиционирования достигают при линейном контакте по задней поверхности СМП ниже режущей кромки (рис.4.1.)
|
|
|
Рис. 4.1. Базирование СМП в корпусе инструмента.
|

|
|
|
Рис. 4.2. Параметры расположения опорной поверхности гнезда под СМП в резцовой державке. |

Число граней n СМП в резцовой державке определяется выражением:
n = 360/(φ+φ1) (4.1.)
где φ и φ1 - соответственно заданные главный и вспомогательный углы в плане. Дробное значение n округляют до целого, изменяя φ1, который должен быть в пределах 5-30º.
Положение плоскости ММ относительно главной режущей кромки определяется углом τ:
tgτ = (tgαsinε)/(tgα1+tgαcosε) (4.2.)
Угол при вершине СМП ε определяется выражением:
ε = 180 (n -2)/n (4.3.)
Угол наклона СМП μ в корпусе инструмента, измеренный в плоскости ММ можно определить как:
tg μ = tg α / sin τ (4.4)
Важнейшим фактором, определяющим точность изготовления гнезда, является оборудование и технологическая оснастка, применяемые для выполнения этой операции.
Использование прецезионных станков с ЧПУ хотя и связано с большими капитальными затратами, обеспечивает высокое качество инструмента. Обычные универсальные тиски к фрезерным станкам допускают наклон резцовой державки в двух взаимно перпендикулярных направлениях и поворот в горизонтальной плоскости. Поэтому, если задан передний угол γ в главной секущей плоскости NN, его необходимо трансформировать на углы γпр и γпоп продольном и поперечном направлениях соответственно (см. рис.4.2):
tg γпр = tg γ cos φ (4.5)
tg γпоп= tg γ sin φ (4.6)
Аналогичным образом пересчитывают задний угол α в α пр и α поп . При наличии сферических (глобусных) тисков, допускающих наклон резцовой державки на угол γ в любом заданном сечении, отпадает необходимость в пересчете.
Опыт показывает, что в технологическую документацию целесообразно раздельно вносить обозначение корпуса резца и СМП. Это создает благоприятные предпосылки для унификации и сокращения запаса корпусов на складе. В одном и том же корпусе можно закреплять СМП из различных твердых сплавов, различной степени точности, с различными радиусами при вершине и различной формой передней поверхности. Рациональная система инструментального хозяйства предусматривает возможность раздельной закупки необходимого числа корпусов, запасных частей к ним и СМП нужного ассортимента.
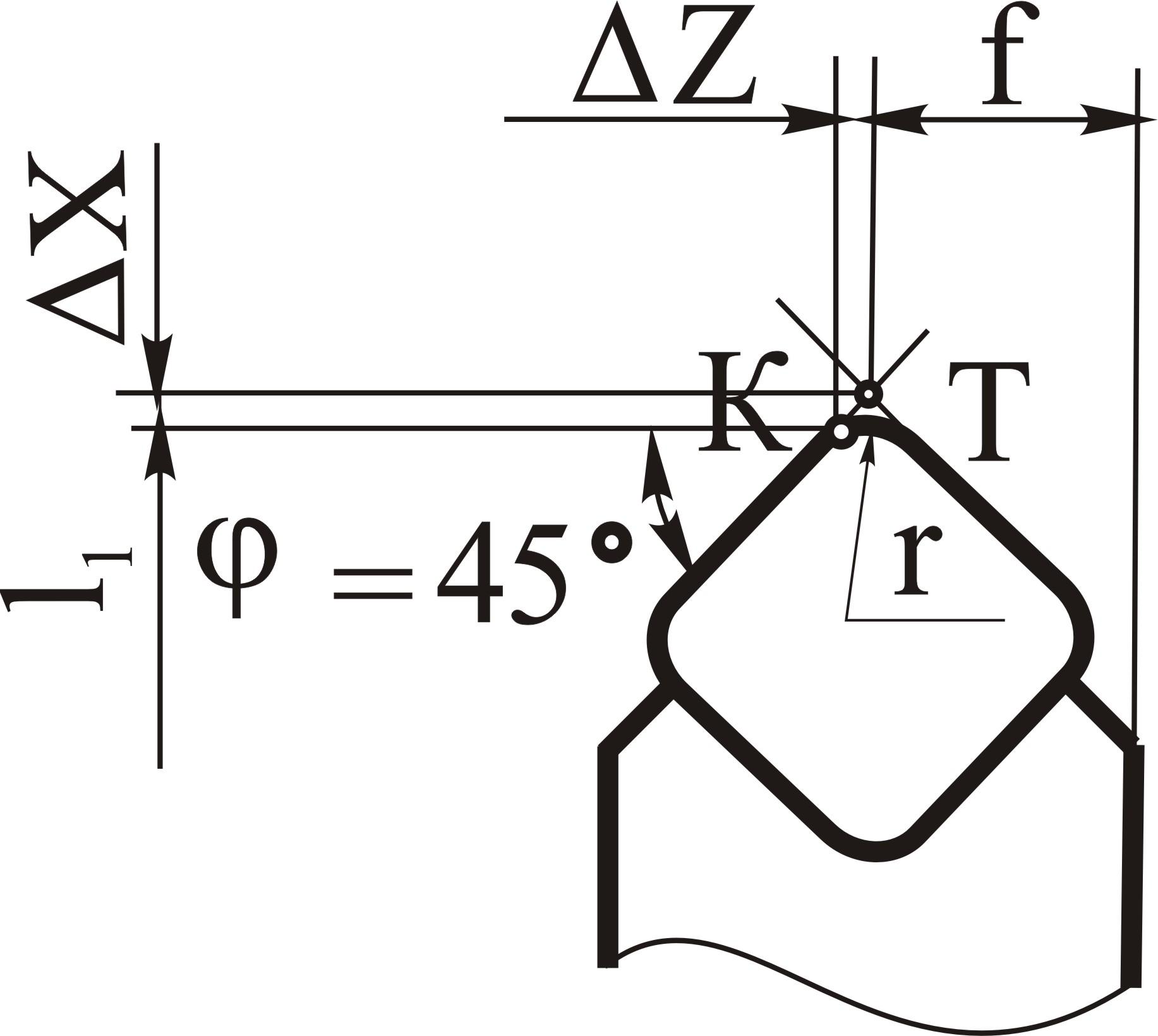
При разработке управляющих программ для станков с ЧПУ токарной группы, нередко возникает необходимость пересчета координат, определяющих положение вершины резца с изменением радиуса r при вершине СМП. В связи с этим, в таблице 4.4 приведены значения коррекции ∆Z и ∆X на положение вершины резца для наиболее употребляемых типов резцов и форм СМП в том случае, если в качестве программируемой точки движения резца принята его теоретическая вершина.
Таблица 4.4.
Влияние закругления режущей кромки на расчетное положение
теоретической вершины резца
|
CN…
|
r |
ΔX |
ΔZ | ||
|
0,4 |
0,040 |
0,40 | |||
|
0,8 |
0,079 |
0,079 | |||
|
1,2 |
0,119 |
0,119 | |||
|
1,6 |
0,159 |
0,159 | |||
|
2,4 |
0,238 |
0,238 | |||
|
TN(P)…
|
r |
ΔX |
ΔZ | ||
|
0,4 |
0,269 |
0,035 | |||
|
0,8 |
0,538 |
0,071 | |||
|
1,2 |
0,806 |
0,106 | |||
|
1,6 |
1,075 |
0,142 | |||
|
2,4 |
1,613 |
0,213 | |||
|
KN…
|
r |
ΔX |
ΔZ | ||
|
0,4 |
0,344 |
0,039 | |||
|
0,8 |
0,687 |
0,079 | |||
|
1,2 |
1,031 |
0,118 | |||
|
1,6 |
1,375 |
0,157 | |||
|
2,4 |
2,062 |
0,236 | |||
|
TN(P)…
|
r |
ΔX |
ΔZ | ||
|
0,4 |
0,291 |
- | |||
|
0,8 |
0,581 |
- | |||
|
1,2 |
0,872 |
- | |||
|
1,6 |
1,162 |
- | |||
|
2,4 |
1,743 |
- | |||
|
SN(P)…
|
r |
ΔX |
ΔZ | ||
|
0,4 |
0,089 |
0,024 | |||
|
0,8 |
0,178 |
0,048 | |||
|
1,2 |
0,268 |
0,072 | |||
|
1,6 |
0,357 |
0,096 | |||
|
2,4 |
0,535 |
0,147 | |||
|
CN(P)…
|
r |
ΔX |
ΔZ | ||
|
0,4 |
0,0277 |
0,007 | |||
|
0,8 |
0,055 |
0,014 | |||
|
1,2 |
0,083 |
0,022 | |||
|
1,6 |
0,111 |
0,030 | |||
|
2,4 |
0,166 |
0,045 | |||
|
TN(P)…
|
r |
ΔX |
ΔZ | ||
|
0,4 |
0,396 |
0,202 | |||
|
0,8 |
0,792 |
0,403 | |||
|
1,2 |
1,187 |
0,605 | |||
|
1,6 |
1,583 |
0,807 | |||
|
2,4 |
2,375 |
1,210 | |||
|
DN(P)
|
r |
ΔX |
ΔZ | ||
|
0,4 |
0,463 |
0,263 | |||
|
0,8 |
0,925 |
0,471 | |||
|
1,2 |
1,388 |
0,707 | |||
|
1,6 |
1,850 |
0,943 | |||
|
2,4 |
2,776 |
1,414 | |||
|
TN(P)…
|
r |
ΔX |
ΔZ | ||
|
0,4 |
0,397 |
0,229 | |||
|
0,8 |
0,794 |
0,458 | |||
|
1,2 |
1,191 |
0,687 | |||
|
1,6 |
1,588 |
0,917 | |||
|
2,4 |
2,381 |
1,375 | |||
|
SN(P)…
|
r |
ΔX |
ΔZ | ||
|
0,4 |
0,164 |
0,164 | |||
|
0,8 |
0,329 |
0,329 | |||
|
1,2 |
0,493 |
0,493 | |||
|
1,6 |
0,658 |
0,658 | |||
|
2,4 |
0,986 |
0,986 | |||