

4.7. Обработка баз конических зубчатых колес после термообработки
Конструкторские базы у конических валов-шестерен шлифуют при базировании заготовки в центрах. При шлифовании плоскости Т (рис. 4.10.) у вал-шестерни стремятся удалить минимальный припуск (0,05-0,1 мм), поскольку удаление большого припуска может вызвать изменения в расположении пятна контакта передачи. В некоторых современных технологических процессах по этой причине торец Т не шлифуют.

Рис. 4.10. – Схема базирования вал-шестерни
При шлифовании баз конических зубчатых колес в единичном и мелкосерийном производстве специальные приспособления не применяют. При установке шестерни или колеса в универсальном приспособлении, например, в кулачковом патроне заготовку выверяют по индикатору (рис. 4.11.). Плоские по форме колеса выверяют по поверхностям А и Т.
Если деформация отверстия после термической обработки не превышает 0,05 мм, выверку колеса в радиальном направлении можно осуществлять по поверхности Б.

Рис. 4.11. – Проверочные отверстия зубчатых колес.
В массовом и крупносерийном производствах для установки зубчатого колеса при шлифовании применяют специальные быстродействующие патроны с базированием колеса по зубьям.
Колесо устанавливают на 3-5 сферических пальцев, закрепление осуществляют кулачками, которые приводятся в действие от пневмопривода.
4.8. Шлифование круговых зубьев конических колес
Круговые зубья конических гипоидных колес шлифуют на специальных станках, кинематика которых принципиально не отличается от кинематики станков для нарезания круговых зубьев резцовыми головками. В станке изменен лишь привод вращения инструмента, т.к. он должен обеспечивать значительно большую частоту вращения.
Обработка ведется чашечным цилиндрическим кругом 1 с конической поверхностью главного движения (рис. 4.12).
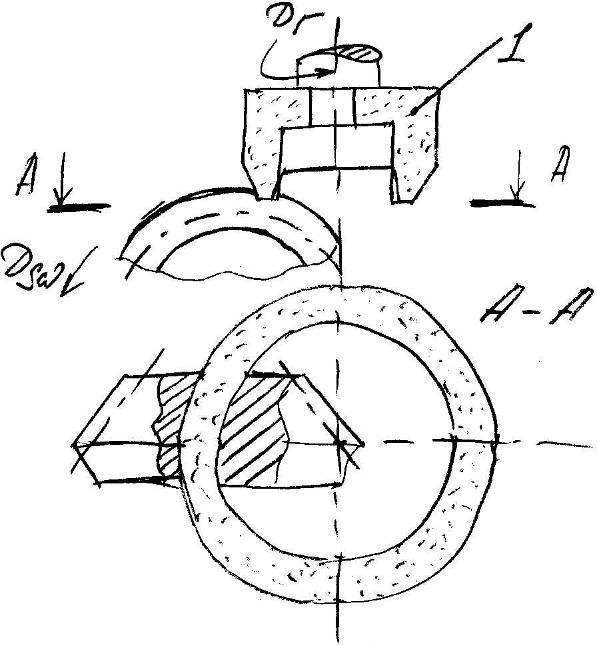
Рис. 4.12. – Схема шлифования шестерни по методу обката.
При шлифовании большого колеса полуобкатной передачи чашечным кругом зона контакта круга с заготовкой распространяется на всю боковую поверхность зуба. Это обуславливает появление прижогов и шлифовочных трещин на боковых поверхностях зубьев. Для уменьшения зоны контакта его наклоняют (рис. 4.13).
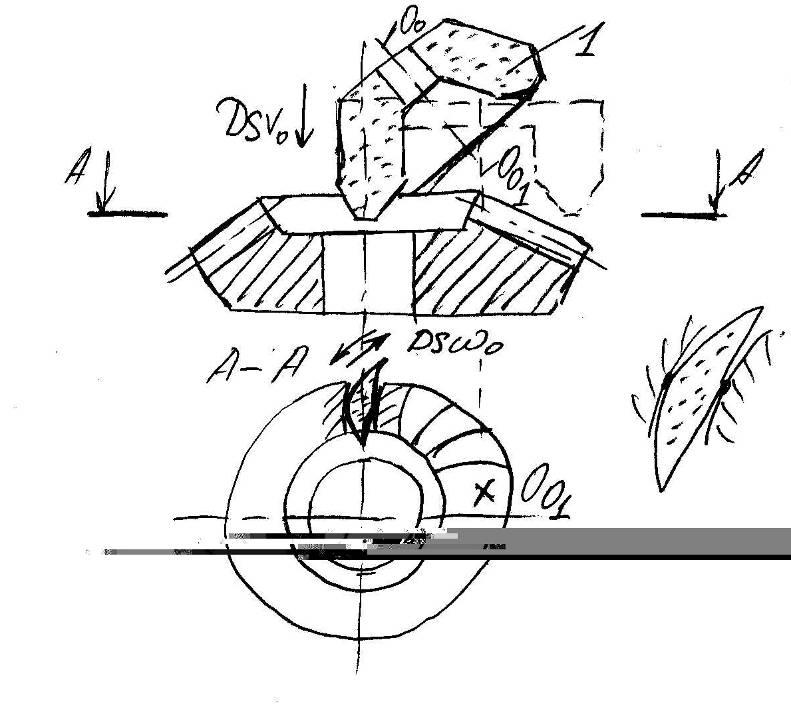
Рис. 4.13. – Схема шлифования колеса полуобкатной конической зубчатой передачи качающимся кругом.
При этом чашечный
конический круг 1 получает 3 движения:
вращательное вокруг оси О0 – главное
движение резания; качание вокруг оси
О01
– движение подачи ![]() вдоль зуба заготовки
2 и движение подачи
вдоль зуба заготовки
2 и движение подачи ![]() вдоль оси О01.
Обработку ведут методом копирования
без движения обката, поэтому в процессе
шлифования заготовка неподвижна. По
окончании формообразования впадины
инструмент отводят от заготовки и
следует деление на зуб.
вдоль оси О01.
Обработку ведут методом копирования
без движения обката, поэтому в процессе
шлифования заготовка неподвижна. По
окончании формообразования впадины
инструмент отводят от заготовки и
следует деление на зуб.
5. Изготовление червяков и червячных зубчатых колес
Червяки и червячные зубчатые колеса представляют собой тела вращения. Поэтому типовой маршрут их изготовления за исключением операций, касающихся формообразования винтовых поверхностей червяков и зубьев червячных колес, может назначаться в соответствии с принадлежностью к определенному классу деталей (валам, втулкам).
В данном разделе рассматриваются только операции по обработке цилиндрических червяков (винтовых поверхностей) и зубчатых поверхностей червячных колес.
По сравнению с цилиндрическими и коническими передачами червячные передачи имеют то отличие, что червяк и колесо изготавливают из разных материалов. Это способствует уменьшению сил трения в зацеплении и повышении износостойкости боковых поверхностей зубьев.
Обычно червяк делают стальным закаленным до высокой твердости, колесо делают из значительно менее твердых материалов (чугун, бронза, пластмасса).
При большом различии в твердости материалов боковые поверхности зуба колеса могут прирабатываться к винтовой поверхности червяка. Это используют для компенсации погрешности изготовления червячного колеса.
Таким образом, исходя из возможности приработки зубьев колеса к закаленному червяку, можно считать, что качество передачи определяется точностью и качеством изготовления червяка.
В случае необходимости обеспечения высокого качества червячной передачи без приработки чистовую обработку зубьев колеса следует производить инструментом, точно соответствующим сопряженному червяку. При этом параметры станочного зацепления должны точно соответствовать параметрам рабочего зацепления.
5.1.1.
Линейчатые винтовые поверхности червяков образуются винтовым движением прямой линии. Известны 3 вида линейчатых винтовых поверхностей червяков:
- архимедова;
- конволютная;
- эвольвентная.
С целью минимизации погрешности профиля и упрощения изготовления режущего инструмента чистовое нарезание витков червяка рекомендуется выполнять резцом трапецеидального профиля, учитывая при этом особенности каждого червяка соответствующей установкой резца.
Наиболее технологичным является архимедов червяк (типа ZA), обработка которого на токарном станке почти не отличается от обработки винта с трапецеидальной резьбой. Резец устанавливают так, чтобы его режущие кромки лежали в осевой плоскости червяка (рис. 5.1.). При чистовом нарезании червяка рекомендуется раздельная обработка левой и правой сторон витка односторонними резцами. Червяки такого типа применяют в основном при малом угле подъема винтовой линии (до 100). При больших углах подъема резец для улучшения условий резания устанавливают так, чтобы ?????? основная плоскость, в которой расположена его боковая режущая кромка, была перпендикулярна делительной винтовой линии витка червяка. В результате вместо архимедовой образуется конволютная винтовая поверхность.
При нарезании конволютных червяков возможны 2 схемы установки резцов, представленных на рис. 5.1. «в» и «г». В первом случае червяк имеет трапецеидальный профиль в нормальном сечении витка (тип червяка ZN1), во втором случае – нормальном сечении впадины (тип червяка ZN2).
Эвольвентный червяк Z1 имеет прямолинейный профиль витка в сечении плоскостью, касательной к основному цилиндру. Поэтому при нарезании эвольвентного червяка резцы устанавливают так, чтобы горизонтальная плоскость, в которой расположена режущая кромка, была касательной к основному цилиндру червяка (рис. 5.1., г).
Разноименные боковые поверхности витков червяка должны обрабатываться отдельно при различных установках резцов. В случае, если боковые поверхности обрабатываются одновременно одним резцом, одна из боковых поверхностей витка будет эвольвентной, а другая – конволютной.
При рассмотрении схемы обработки червяков не трудно заметить, что наибольшие затруднения могут возникнуть при нарезании червяков из-за неблагоприятных условий резания, связанных с установкой резца выше или ниже оси вращения червяка. По этой причине эвольвентные червяки изготавливают редко.
Черновую обработку червяков независимо от их типа нужно производить резцом трапецеидального профиля, установленным в осевой плоскости червяка, т.к. при этом условия резания сравнительно благоприятны.
Следует, однако, учитывать, что возможная погрешность профиля витка червяка должна быть меньше припуска на чистовую обработку.
Нарезание червяков резцами имеет низкую производительность, но широко применяется, благодаря простоте и малой стоимости инструмента.