

7. Деревообрабатывающая промышленность
Общая характеристика промышленности.
К промышленности относятся деревообрабатывающие предприятия, выпускающие широкий ассортимент изделий из древесины. Сырьем для предприятий является древесина, поступающая с сырьевых бирж.
В состав крупных деревообрабатывающих предприятий входит несколько производств, работающих как в комплексной технологической схеме предприятия, так и выпускающих ассортимент продукции собственных производств (мини заводы).
Основные производства предприятий: подготовительное производство, производство фанеры, производство древесностружечных плит, столярное производство и вспомогательные цеха и участки.
В состав подготовительного производства входят лесопильный и сушильный цеха. Сырьём производства является древесина с сырьевых бирж. Продукция производства – пиломатериал для столярного и других производств.
В состав производства фанеры входят цеха: подготовительный, лущильный, сушильный, склеивания шпона и обрезной. Сырьём производства является некондиционная древесина. Продукция производства – фанера в широком ассортименте (толщина, размеры листов, сорт древесины).
Столярное производство включает фрезерный, столярный и облицовочный цеха. Сырьём производства является пиломатериал из сушильного цеха и заготовки различного назначения из фрезерного цеха. Ассортимент выпускаемой продукции очень разнообразен от досок до готовых изделий (оконные и дверные переплёты т. п.). Для выпуска готовых облицовочных изделий продукция столярного и фрезерного цехов направляется в облицовочный цех.
Производство древесностружечных плит как отдельное производство состоит из отдельных технологических установок, объединенных в технологическую линию. Состав технологической линии зависит от ассортимента выпускаемых плит. Сырьем производства древесностружечных плит являются отходы лесопильного и лущильного цехов, различные связующие. Продукция производства – древесностружечные плиты в широком ассортименте (толщина, размеры листов, различные условия эксплуатации).
Климатическое исполнение оборудования, применяемого на производстве, выбирается по району размещения предприятия.
Обобщенная структурная технологическая схема деревообрабатывающего предприятия представлена на рисунке 7.1.
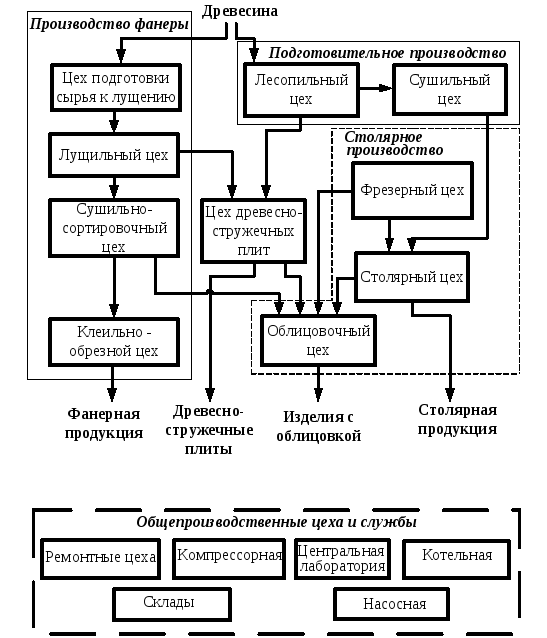
Рис. 7.1 Структурная схема деревообрабатывающего предприятия
Характеристика цехов основных производств
Лесопильный цех. Для обработки сырьевой древесины цех оборудован: рамными пилорамами, бревнопильные дисковые станки, ленточные горизонтальные пилорамы, ленточные вертикальные пилорамы, оборудование для производства оцилиндрованного бревна, многопильные станки, кромкообрезные станки, торцовоотрезные станки [24]. Выпускаемая товарная продукция цеха – не обрезная и обрезная доска различной толщины, брус различных размеров, заготовки для столярного производства. Отходы производства – горбыль, древесные опилки.
Основными электроприёмниками цеха являются деревообрабатывающие станки, система пылеулавливания и пылеудаления, система вентиляции.
Потребляемая мощность станков при напряжении сети 0,4 кВ составляет сотни кВт. Режим работы длительный или повторно-кратковременный.
Категория электроснабжения – 2-3.
Условия среды – технологическая пыль.
Категория размещения электрооборудования – 2-3.
Степень защиты электрооборудования – IP51.
Сушильный цех. Сырой пиломатериал с лесопильного цеха подвергается сушке. В состав комплекса сушильного оборудования входят: блоки сушильных камер; линия окончательной обработки сухих пиломатериалов; площадка для размещения буферного запаса сырых штабелей; навесы для хранения сухих пакетов.
В сушильном блоке устанавливаются специальные сушильные камеры (автоклавы) двух типов:
- конвективные, где нагрев воздуха осуществляется с помощью калориферов, с использованием в качестве теплоносителя воды или пара.
- вакуумные, работа камер основана на вакуум-конвективном способе сушки. Такой способ даёт возможность проводить сушку в мягком режиме.
Потребляемая мощность камер при напряжении сети 380 В, составляет порядка 30-600 кВт.
Основными электроприёмниками цеха являются сушильные камеры, система вентиляции.
Категория электроснабжения – 2-3
Условия среды – воздействие повышенной температуры.
Категория размещения электрооборудования – 3 (4).
Степень защиты электрооборудования – IP 50.
Сырьём для производства фанеры является некондиционная древесина.
Цех подготовки сырья к лущению. Состоит из нескольких участков: склад сырья, участок сортировки и разделки, участок гидротермообработки.
Основными электроприёмниками цеха являются сушильные камеры, система вентиляции.
Категория электроснабжения – 2-3.
Условия среды – нормальная.
Категория размещения электрооборудования – 1 (2).
Защита электрооборудования – IP 50.
Лущильный цех. В лущильном цехе выполняются лущение на лущильном станке, рубка и переработка вторичного сырья. В цехе, как правило, несколько поточных линий. Лущильные станки в зависимости от размеров перерабатываемого сырья делятся на легкие, средние и тяжелые.
Потребляемая мощность цеха 20-300 кВт при напряжении 380 В.
Основными электроприёмниками цеха являются деревообрабатывающие станки, система пылеулавливания и пылеудаления, система вентиляции.
Категория электроснабжения – 2-3.
Условия среды – технологическая пыль.
Категория размещения электрооборудования – 3.
Степень защиты электрооборудования – IP50.
Сушильно-сортировочный цех. Сушка шпона, полученного на лущильном станке, осуществляется в роликовых сушилках с паровым или газовым обогревом. Рубка шпона ставит своей целью получение форматных листов шпона и заготовок кускового шпона. Она выполняется на пневматических ножницах различной конструкции.
Подготовленный шпон является не только полуфабрикатом для изготовления фанеры и фанерной продукции, но и самостоятельной товарной продукцией, используемой обычно в мебельной промышленности для облицовки изделий и получения клееных деталей.
Основной электрической нагрузкой цеха является: сушилки, компрессора небольшой мощности, вытяжная и приточная вентиляция.
Категория электроснабжения – 2-3.
Условия среды – технологическая пыль, повышенная температура.
Категория размещения электрооборудования – 3 (4).
Степень защиты электрооборудования – IP50.
Клеильно-обрезной цех. Завершающим этапом производства фанеры является сборка шпона в пакеты, склеивание слоёв шпона, сушка пакетов и их обрезка по размерам. На современных производствах все операции выполняются на автоматизированных технологических линиях. Для склеивания шпона применяются многокомпонентные клеи. Холодная подпрессовка пакетов шпона проводится непосредственно перед горячим прессованием с целью получения пакетов, удобных для подачи в горячий пресс. Горячее прессование осуществляется на гидравлических многоэтажных прессах мощностью 35-120 кВт. Температура в камере пресса создается подачей перегретого пара. Для охлаждения и сушки фанеры применяются веерные или конвейерные охладители. Обрезку фанеры выполняется на круглопильных станках.
Основной электрической нагрузкой цеха является: привода конвейеров, клеемешалок, прессов, сушильные камеры, вытяжная и приточная вентиляция.
Категория электроснабжения – 2-3.
Условия среды – технологическая пыль.
Категория размещения электрооборудования – 4.
Степень защиты электрооборудования – IP50.
Цех древесностружечных плит. Сырьём для производства является некондиционная древесина и отходы деревообрабатывающих производств, и различные связующие компоненты. Процесс производства плит почти полностью автоматизирован. Главный конвейер комплектуется машинами крупного дробления, центробежными стружечными станками для мелкого измельчения, сортировочными машинами для разделения стружки по фракциям, смесительные машины для смешения стружки со связующими компонентами. Формирование непрерывного стружечного ковра из осмоленной стружки на ленточном конвейере и горячее прессование древесностружечных плит производят на автоматической линии. Основная цель горячего прессования – уплотнение древесно-стружечной массы до заданной толщины плиты и стабилизации этой толщины за счёт склеивания между собой древесных частиц. Быстрое отверждение связующего достигается за счёт нагрева. Температура в камере пресса создается подачей перегретого пара. Отпрессованные плиты поступают в веерный охладитель и далее на обрезной станок. На последней стадии плиты по конвейеру поступают на линию шлифования. Отшлифованные плиты поступают на сортировку. Отсортированные плиты подаются к линии раскроя плит на заготовки или на склад готовой продукции.
Основные электроприемники цеха: привода машин дробления и измельчения, сортировочных и смесительных машин, конвейеров, прессов, сушильные камеры, вытяжная и приточная вентиляция.
Категория электроснабжения – 2-3.
Условия среды – технологическая пыль.
Категория размещения электрооборудования – 3 (4).
Степень защиты электрооборудования – IP50.
В состав столярного производства входят: фрезерный, столярный и облицовочный цеха.
Фрезерный цех. Производит заготовки и различную фасонную продукцию: мебельный фасад, наличники, плинтуса, багеты и много других изделий.
Базовым сырьём для цеха является сухая древесина из подготовительного производства деревообрабатывающего предприятия.
В составе цеха может находиться следующее оборудование: форматно-раскроечные станки; кромкооблицовочные станки; сверлильные и фрезерные станки; станки для распиловки и сращивания заготовок и другие специализированные станки. В производстве продукции задействованы мощные линии на базе строгальных, форматно-обрезных и упаковочных станков, клеильных прессов и шлифовальных машин.
Основные электроприемники цеха: привода различных деревообрабатывающих станков, сушильные камеры, вытяжная и приточная вентиляция.
Потребляемая мощность станков 5-120 кВт, напряжение питания 0,4 кВ.
Категория электроснабжения – 2-3.
Условия среды – технологическая пыль.
Категория размещения электрооборудования – 4.
Степень защиты электрооборудования – IP50.
Столярный цех. Столярный цех обеспечивает заготовками и изделиями облицовочный цех производства и, как самостоятельная единица, выпускает различную столярную продукцию.
Сырьём для цеха является сухая древесина из подготовительного производства и заготовки и отдельные изделия из фрезерного цеха.
Цех оснащен большим количеством станков различного назначения.
Основные из них: токарные, сверлильные, фрезерные, фуговальные, шлифовальные, шипорезные, комбинированные. Присутствуют и другие специализированные деревообрабатывающие станки и пресса.
Основные электроприемники цеха: привода различных деревообрабатывающих станков, сушильные камеры, вытяжная и приточная вентиляция.
Потребляемая мощность станков и прессов 5-180 кВт, напряжение питания 0,4 кВ.
Категория электроснабжения – 2-3.
Условия среды – технологическая пыль.
Категория размещения электрооборудования – 4.
Степень защиты электрооборудования – IP50.
Облицовочный цех. Облицовка деревянных изделий позволяет улучшить их внешний вид. Основным сырьём цеха является продукция столярного и фрезерного цехов, древесностружечная плита и шпон. Также применяются различные ламинаты и пластики.
Для облицовки изделий пластиком, шпоном или ламинированной плёнкой, используются: вакуумные прессы для облицовки; пресса для облицовки мебельных щитов; оборудование для облицовки багета.
Основные электроприемники цеха: вакуумные пресса, специализированные станки, сушильные камеры, вытяжная и приточная вентиляция.
Потребляемая мощность станков и прессов 5-40 кВт, напряжение питания 0,4 кВ.
Категория электроснабжения – 3.
Условия среды – нормальная.
Категория размещения электрооборудования – 4.
Степень защиты электрооборудования – IP50.