

Обмоток статоров машин переменного тока на напряжение до 10000 в
|
Часть обмотки |
Позиция |
Материал |
Число слоев, не менее |
Толщина изоляции, мм | ||
|
Наименование, марка |
Толщина, мм |
по ширине |
по высоте | |||
|
Пазовая
|
|
Витковая изоляция |
|
|
|
|
|
1 |
Изоляция проводника |
— |
|
|
| |
|
|
Корпусная изоляция |
|
|
|
| |
|
2 |
Стеклослюдинитовая лента ЛС на напряжение: |
0,13 |
|
|
| |
|
|
10,5 кВ |
|
9 вполнахлеста |
6 |
6 | |
|
|
6,6 кВ |
|
6 вполнахлеста |
4,5 |
4,5 | |
|
|
< 660 В |
|
3 вполнахлеста |
2 |
2 | |
|
3 |
Лента стеклянная ЛЭС. Толщина изоляции катушечной стороны на напряжение: |
0,1 |
1 встык |
0,2 |
0,2 | |
|
|
10,5 кВ |
|
|
6,2 |
6,2 | |
|
|
6,6 кВ |
|
|
4,7 |
4,7 | |
|
|
< 660 В |
|
|
2,2 |
2,2 | |
|
|
Прокладки в пазу |
|
|
|
| |
|
4 |
Стеклотекстолит СТ-1 |
1 |
2 |
|
2 | |
|
5,6 |
Стеклотекстолит СТ-1. Общая толщина изоляции на паз на напряжение: |
0,5 |
2 |
|
1 | |
|
|
10,5 кВ |
|
|
6,2 |
15,4 | |
|
|
6,6 кВ |
|
|
4,7 |
12,4 | |
|
|
< 660 В |
|
|
2,2 |
7,4 | |
|
Лобовая
|
1 |
Изоляция проводника |
— |
— |
— |
— |
|
7 |
Стеклослюдинитовая лента ЛС на напряжение: |
0,13 |
|
|
| |
|
|
10,5 кВ |
|
9 вполнахлеста |
6 |
6 | |
|
|
6,6 кВ |
|
6 вполнахлеста |
4,5 |
4,5 | |
|
|
< 660 В |
|
3 вполнахлеста |
2 |
2 | |
|
8 |
Лента стеклянная ЛЭС (покровная) |
0,1 |
1 встык |
0,2 |
0,2 | |
|
|
Неплотности и неровности. Общая толщина изоляции катушечной стороны на напряжение: |
— |
— |
1 |
1 | |
|
|
10,5 кВ |
|
|
7,2 |
7,2 | |
|
|
6,6 кВ |
|
|
5,7 |
5,7 | |
|
|
< 660 В |
|
|
3,2 |
3,2 | |
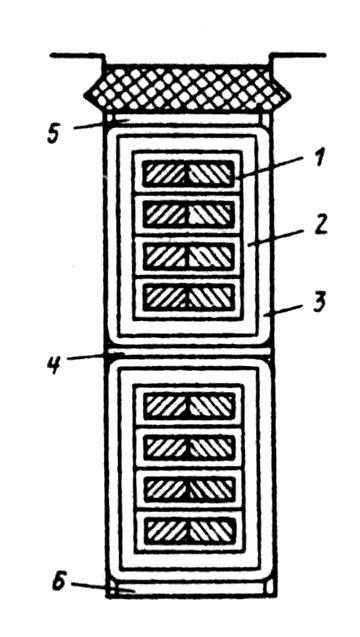
В современных машинах высокого напряжения витковую изоляцию выполняют из ленточного материала (микаленты или стекломикаленты), который накладывают по всей длине каждого из витков поверх проводниковой изоляции.
Если эффективный проводник обмотки состоит из нескольких элементарных, витковая изоляция охватывает одновременно все элементарные проводники (см. рис. 3.7.). Толщина витковой изоляции для обмоток машин высокого напряжения приведена в табл. 3.6.
Таблица 3.6. Витковая изоляция обмоток статоров машин переменного тока
С гильзовой изоляцией на напряжение 3300 в и непрерывной компаундированной на напряжение 3300…6600 в
|
Класс нагревостойкости |
Исполнение корпусной изоляции обмоток |
Марка обмоточного провода |
Витковая изоляция | |
|
Материал, толщина, мм, и способ наложения |
Двусторонняя толщина изоляции одного витка, мм | |||
|
Е, В |
Непрерывная компаундированная |
ПСД |
Микалента ЛФЧ-П, 0,1…0,13 мм, 1 слой в 1/3 нахлеста |
0,4…0,5 |
|
В |
Гильзовая |
ПСД |
Микалента ЛФЧ-П, 0,1…0,13 мм, 1 слой в 1/3 нахлеста |
0,4…0,5 |
|
F |
« |
ПСД |
Стекломикалента СЭЛГГ, 0,5…0,13 мм; 1 слой в 1/3 нахлеста |
0,5 |
|
B, F |
Гильзовая и непрерывная компаундированная |
ПЭТВСД |
— |
— |
Следует отметить, что кабельная промышленность выпускает обмоточные провода нескольких марок с усиленной изоляцией, при которой не требуется наложения на проводники дополнительного слоя витковой изоляции. Для высоковольтных обмоток с изоляцией класса нагревостойкости B выпускают обмоточные провода марки ПЭТВСД с усиленной эмалеволокнистой изоляцией. Разработаны также аналогичные провода для обмоток высокого напряжения класса нагревостойкости F, имеющие изоляцию из стеклослюдинитовых лент. Толщина усиленной проводниковой изоляции меньше, чем обычной проводниковой и витковой изоляции, наложенной на проводник в процессе изготовления катушек, что дает возможность повысить использование зубцовой зоны машины, значительно уменьшает трудоемкость изготовления катушек (отпадает операция по наложению дополнительной витковой изоляции) и повышает надежность изоляции обмотки.
При укладке обмоток в машины высокого напряжения в пазах устанавливают прокладки из механически прочного изоляционного материала (см. табл. 3.3 и 3.4): на дно паза — для предохранения корпусной изоляции катушек от возможного повреждения о неровности дна паза; между слоями обмотки — для придания определенного расстояния между катушками, необходимого для правильного размещения их лобовых частей; под клин — для предохранения изоляции от повреждения при заклинивании и плотного закрепления сторон катушек в пазах.
В машинах напряжением до 660 В с усиленной изоляцией (влагостойкой, химостойкой и т.п.) также применяют обмотки из прямоугольных проводов с гильзовой или непрерывной изоляцией (табл. 3.7 и 3.8). Конструкция ее изоляции в основном аналогична конструкции изоляции обмоток высокого напряжения, но имеет меньшую толщину. Применяют два типа гильз — твердые и мягкие. Твердые гильзы, так же как и в изоляции машин высокого напряжения, выполняют из микафолия, стекломикафолия или из материалов на основе слюдинита с обкаткой горячими утюгами, опрессовкой и последующей запечкой. Мягкие гильзы выполняют из листового материала типа гибкого миканита с последующей обкаткой нанесенных слоев горячими утюгами. Непрерывная изоляция обмоток низкого напряжения по конструкции и технологии изготовления такая же, как и для машин высокого напряжения, но содержит меньшее число слоев. В обмотках некоторых машин изменено, по сравнению с машинами высокого напряжения, исполнение витковой изоляции. Для усиления изоляции между витками в пазовой и лобовых частях устанавливают прокладки из гибкого изоляционного материала (см. табл. 3.7).
Если номинальное напряжение машины мощностью более 100 кВт не превышает 660 В и к ее изоляции не предъявляют какие-либо специальные требования, то применяют обмотку из подразделенных катушек (см. рис. 3.3, а). Катушки такой обмотки также наматывают из прямоугольного провода, но их пазовая изоляция имеет конструкцию, принятую в обмотке из круглого провода, т. е. изолируют не катушки, а пазы машины. Отсутствие корпусной изоляции на самих катушках позволяет сделать их подразделенными — по ширине паза располагают по две стороны катушек в каждом слое. Это позволяет уменьшить ширину шлица паза (см. рис. 3.6, а). Такие пазы называют полуоткрытыми. Последовательность укладки подразделенных катушек (их часто называют полукатушками) в полуоткрытые пазы машины показана цифрами 1—4 на рис. 3.8. В такой обмотке изоляции между соседними по ширине паза катушками отсутствует, поэтому их соединяют между собой только параллельно, чтобы напряжение между двумя, лежащими рядом по ширине паза проводниками, было равно нулю. Такие проводники являются как бы двумя элементарными, образующими один эффективный.
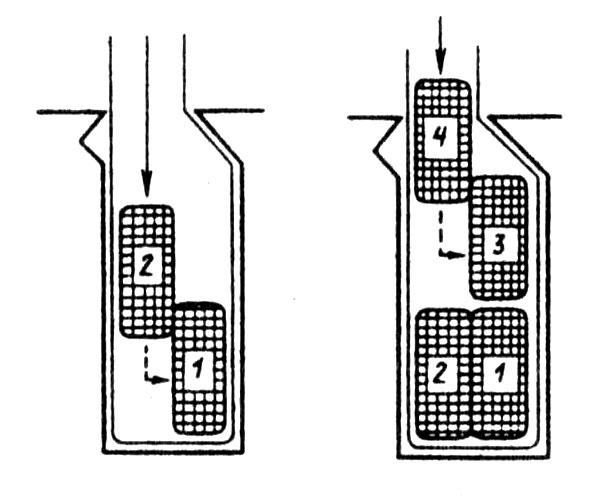
Рис. 3.8. Последовательность укладки подразделенных катушек
в полуоткрытые пазы статора (показана стрелками и цифрами)
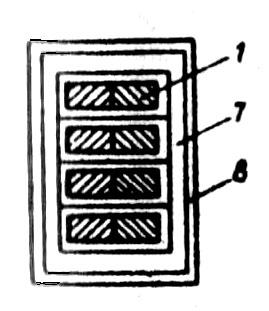
Корпусную изоляцию обмоток из подразделенных катушек выполняют из нескольких слоев листового материала в виде пазового короба. Такая конструкция менее надежна, чем гильзовая или непрерывная изоляция катушек, укладываемых в открытые пазы, но широко применяются, так как машины, статоры которых выполнены с полуоткрытыми пазами, более экономичны. Лобовые части подразделенных катушек изолируют ленточным материалом.
Конструкция изоляции обмотки из подразделенных катушек приведена в табл. 3.9. Для корпусной изоляции класса нагревостойкости B в современных машинах используют листовой слюдопласт, имеющий достаточные механическую и электрическую прочности, что позволяет выполнить пазовый короб из одного слоя лакослюдопласта. При этом толщина изоляции по сравнению с многослойной уменьшается при той же электрической и механической прочности, а теплопроводность возрастает.
Таблица 3.7. Гильзовая изоляция (твердая гильза) обмоток статоров