

Методы электроэрозионной обработки
Э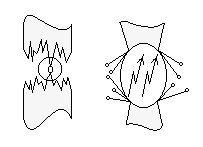 лектроэрозия
– это разрушение материала под действием
электрического разряда в среде
диэлектрика.
лектроэрозия
– это разрушение материала под действием
электрического разряда в среде
диэлектрика.
При сближении электродов в среде диэлектрика, на определённом расстоянии, на них напряжение достигает пробойного, то есть возникает пробой диэлектрика. Он происходит между наиболее выступающими микровыступами поверхностей электрода. Вследствие этого, в зоне пробоя температура достигает десятков тысяч градусов. Происходит мгновенное оплавление и испарение материала электродов и заготовки в микрообъёме. Наличие диэлектрика создаёт динамический удар, за счёт которого расплавленный материал в виде микрочастиц удаляется из зоны пробоя. При дальнейшем сближении электродов, снова возникает пробой между наиболее выступающими микровыступами, то есть процесс происходит постоянно.
Производительность данного метода, то есть удаление объёма материала в единицу времени, определяется элементарными параметрами: частотой следования импульсов, их мощностью, а также теплофизическими характеристиками электродов инструмента и обрабатываемого материала (теплота плавления, теплопроводность).
Важно также заметить, что при электроэрозионной обработке не играет роли ни твёрдость, ни прочность материала заготовки.
В качестве диэлектрика, при обработке обычно применяют масло или керосин.
В промышленности наибольшее распространение получили три разновидности электроэрозионной обработки:
-
Электроискровая;
-
Импульсная;
-
Высокочастотная обработка.
Электроискровая обработка
Электроискровая обработка бывает 2х видов:
-
Обработка профилированным инструментом;
-
Обработка непрофилированным инструментом.
Схема электроискровой обработки изображена на рисунке. Достоинством обработки профилированным инструментом является возможность получения отверстий любой формы, которые определяются профилем инструмента (его поперечного сечения). Режимы обработки назначаются из интервала 10 – 200 микросекунд с частотой 2 – 5 МГц. Напряжение на электродах до 250 В.
П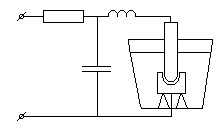 роизводительность
метода на жёстких режимах от 1,5 до до10
мм3/сек. При этом шероховатость
обработанной поверхности Rz=160-140мкм.
роизводительность
метода на жёстких режимах от 1,5 до до10
мм3/сек. При этом шероховатость
обработанной поверхности Rz=160-140мкм.
Мягкие, то есть чистовые режимы при производительности 0,001 мм3/сек обеспечивают шероховатость Ra=1,25-0,16мкм. При жёстких режимах глубина дефектного слоя 0,2–0,5 мм, при мягких режимах – 0,02-0,05мм.
Для изготовления электродов инструмента используют медь (М1) и медные сплавы.
Основным недостатком метода является существенный износ инструмента, что приводит к погрешности формы обрабатываемых отверстий.
О тклонение
формы изготовляемых деталей является
конусность. Так как электроэрозия
происходит не только по торцу инструмента,
но и на его боковых поверхностях,
обрабатываемое отверстие принимает
коническую форму. Конусность определяется
максимальным расстоянием, на котором
ещё возможна электроэрозия.
тклонение
формы изготовляемых деталей является
конусность. Так как электроэрозия
происходит не только по торцу инструмента,
но и на его боковых поверхностях,
обрабатываемое отверстие принимает
коническую форму. Конусность определяется
максимальным расстоянием, на котором
ещё возможна электроэрозия.
О









 бработка
непрофилированным инструментом
заключается в использовании в качества
электрода обычной проволоки. Обработка
ведётся в среде диэлектрика. Система
управления сообщает заготовке необходимое
перемещение, которое соответствует
профилю обрабатываемого отверстия. Это
даёт возможность обрабатывать практически
любые поверхности. При этом на заготовку
подаётся положительный заряд, а на
проволоку – отрицательный.
бработка
непрофилированным инструментом
заключается в использовании в качества
электрода обычной проволоки. Обработка
ведётся в среде диэлектрика. Система
управления сообщает заготовке необходимое
перемещение, которое соответствует
профилю обрабатываемого отверстия. Это
даёт возможность обрабатывать практически
любые поверхности. При этом на заготовку
подаётся положительный заряд, а на
проволоку – отрицательный.
Недостатком данного метода является ещё больший расход материала инструмента, так как повторное её применение невозможно.