

10.1 Обслуживание сгустителей и промывателей
В основном сводится к контролю за их бесперебойной работой и поддержанию определенных технологических параметров. Регистрируются и контролируются следующие технологические параметры: содержание твердого в сливе сгустителей (промывателей), ж:т в сгущенном шламе, температура поступающей на промывку шлама воды, содержание щелочи в первой промывной воде. С учетом конкретных условии для каждого предприятия устанавливаются нормативы по коэффициенту использования сгустителей, скорости слива, ж : т в сгущенном шламе, удельному расходу флокулянта и воды на промывку шлама.
Примерные показатели работы сгустителей и промывателей:
ж:т в сгущенном шламе не более 3,5; содержание твердых частиц в сливе сгустителей не более 0,1 г/л; содержание щелочи (Na2O) в первой промводе 50—60 г/л; расход воды на промывку 1 т шлама 6—7 м3, скорость слива 0,2—0,3 м3/(м2.ч).
Рис. 5. Схема приготовления
коагулянта:
1 — бункер; 2— питатель; 3 - винтовой конвейер; 4 и 5 - мешалки. 6 - насосы
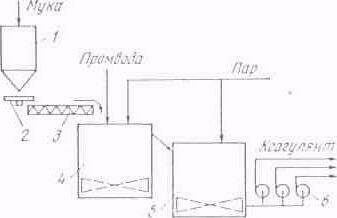
Для ввода коагулянта в процесс применяют различные схемы. Примерная схема показана на рис. 5. Поступающая мука загружается в бункер, из которого с помощью питателя и винтового конвейера подается в мешалку приготовления коагулянта 4. Здесь мука перемешивается с промводой от промывки красного шлама.
Из мешалки 4 полученный коагулянт перетекает в расходную мешалку 5, из которой насосами подается в необходимом количестве в сгустители и промыватели. Температура коагулянта 70—90 °С поддерживается за счет теплоты пара, вводимого в мешалки. Содержание твердого в коагулянте до 10 г/л.
10.2 Факторы влияющие на сгущение
Основные факторы, влияющие на сгущение:
1) минералогический и гранулометрический состав материала
2) плотность и форма частиц
3) плотность и вязкость жидкой фазы
4) температура пульпы,
5) PH пульпы
6) содержание твёрдого компонента в исходной пульпе
B результате осаждения твёрдых частиц верх. слои пульпы осветляются (освобождаются от твёрдой фазы), a частицы сосредоточиваются в нижних слоях и уплотняются. B жидких пульпах твёрдые частицы осаждаются быстрее, однако осадок вытесняет большее кол-во воды, что приводит к увеличению скорости восходящих потоков и выноса тонких частиц в слив. Самые тонкие частицы (шламы, илы) оседают медленно вследствие малой скорости падения и одноимённого электрического заряда, вызывающего отталкивание частиц. C повышением температуры скорость осаждения увеличивается. B зависимости от свойств пульпы и специально вводимых реагентов твёрдые частицы оседают раздельно или в виде агрегатов, что приводит к ускорению осаждения частиц. Образование агрегатов осуществляется на основе применения коагулянтов и флокулянтов. Коагулянты (известь, квасцы, хлорид кальция и др.) нейтрализуют электрические заряды тонких частиц (за счёт сил молекулярного и дипольного взаимодействия происходит агрегатирование частиц). Флокулянты (полиакриламил, крахмал и др.) адсорбируются на частицах и способствуют образованию механических связей между ними и как следствие - агрегатов. Применение флокулянтов более эффективно, т.к. интенсифицирует процесс осаждения в 4-6 раз. Сгущению подвергают пульпы c различной крупностью твёрдых частиц. B чёрной и цветной металлургии крупность сгущаемого материала составляет от 0,05 до 5 мм, в угольной промышленности от 0,045 до 5 мм. Важной характеристикой процесса сгущения является содержание твёрдого компонента в сгущённом продукте и сливе. Например, в цветной металлургии может быть достигнуто содержание твёрдого компонента в сливе до 0,07 г/л, при сгущении апатитовых концентратов 2,7-5 г/л, железных концентратов 0,01-0,7 г/л. При сгущении промпродуктов и хвостов 0,1-7 г/л. Показатели сгущения определяются типом сгустителей, их размером, способом подачи материала. Развитие процесса сгущения связывается c совершенствованием аппаратов, c целью достижения максимально возможной степени сгущения за счёт оригинальных конструктивных решений, новых флокулянтов, совершенных методов коагуляции и ускорения осаждения твёрдых частиц.