

3.3 Испытание станка после ремонта
Приемочные испытания производят для определения эксплуатационной характеристики станка, а также правильности работы узлов станка. В них входят:
-
проверка качества ремонта;
-
проверка электро-, гидро- и пневмооборудования станка, его системы смазки и охлаждения;
-
проверка соответствия паспортных данных станка фактическим;
-
испытание станка на холостом ходу;
-
испытание станка при работе под нагрузкой;
-
испытание станка на точность и возможный класс шероховатости обработанных поверхностей деталей и др.
Испытание станков на холостом ходу производится последовательным включением всех его рабочих скоростей отнаименьшей до наибольшей, причем на наибольшей скорости до наступления установленной температуры в подшипниках, но не менее получаса. Температура подшипников шпинделя не должна подниматься выше 70° С для подшипников скольжения и 85 С — для подшипников качения. В других механизмах (коробки подач и др.) температура подшипников при аналогичных испытаниях не должна превышать 50" С. Механизм подач испытывается на холостом ходу при наименьших, средних и наибольших рабочих подачах, а также при быстрых (ускоренных) подачах.
Испытание станков при работе под нагрузкой следует проводить в условиях, близких к эксплуатационным. При испытании под нагрузкой универсальных станков производится черновое и чистовое фрезерование. Испытания станков под нагрузкой в соответствии с действующей методикой производятся при тяжелых силовых режимах с использованием до 80% мощности главного привода, а также в условиях скоростного фрезерования при полном использовании мощности.
-
Монтаж и сдача станка в эксплуатацию
Собранный станок необходимо обкатать вхолостую, затем под нагрузкой и после этого проверяют его на соответствие нормы точности.
Проверки выполняются с помощью специальных приспособлений.
При проведении проверок необходимо:
-
Пользоваться аттестованным инструментом;
-
Особенно ответственные проверки производить дважды;
-
Правильно использоваться контрольно-измерительным инструментом.
После испытаний и обкатки, станок моют, протирают, грунтуют и красят.
Затем транспортируют к месту монтажа, где его устанавливают на фундамент и подключают к энергоносителям.
По завершению монтажа и подключения станок повторно испытывается и проверяется на месте эксплуатации с участием представителей ОГМ, ОТК и цеха.
По результатам испытаний составляется акт ввода станка в эксплуатацию, который утверждается главным инженером завода.
-
Приспособление применяемое при ремонте станка
Приспособление для проверки параллельности направляющих
Проверку параллельности направляющих формы «ласточкин хвост», а
также других форм удобно осуществлять с помощью специальных и универсальных приспособлений, оснащенных индикаторами.
Весьма удобным является приспособление, представленное на рисунке 1.
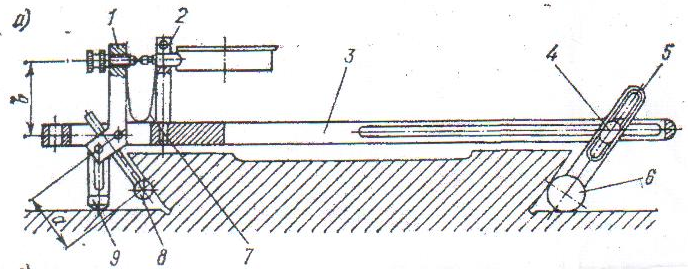
Рис.1.
Оно применяется для проверки параллельности охватываемых направляющих различных форм и размеров с контактом по верхним или нижним поверхностям.
Приспособление состоит из закаленной балочки 3 с шикарно скрепленным рычагом 1 и регулируемым измерительным стержнем 8, стойки 2 с индикатором и сменной шарнирной опоры 5 с контрольным валиком 6. Опору 5 можно установить под различными углами и на любом участке планки 3 вдоль ее паза. Положение опоры 5 фиксируют болтом 4.
При проверке направляющих с контактами по нижней плоскости подбирают сменную опору с диаметром валика, обеспечивающим контакт примерно по середине высоты наклонной плоскости. Опору 9 регулируют вдоль ее паза и также закрепляют болтом. На цилиндрической поверхности измерительного стержня имеется шкала, по которой определяют значение деления индикатора, зависящее от разницы расстояний а и в. Значение одного деления шкалы индикатора составляет 0,005-0,015 мм, что необходимо учитывать при размерах.
На рисунке 3 показан пример установки приспособления на охватываемые направляющие формы «ласточкин хвост» с контактом по нижней плоскости. В этом случае приспособление базируется на валике 6 и опоре 9.