Порядок расчета выглаживающей части
1. Общий натяг iв зависит от размера обрабатываемого отверстия, толщины стенки заготовки, материала заготовки, параметра шероховатости поверхности отверстия до выглаживания, упругой деформации выглаживающих зубьев и т. д. Сначала определяют коэффициент податливости К0, а затем К1, К2, iв:
![]() (32)
(32)
Если шероховатость поверхности задана как Rz (по чертежу на деталь или после обработки режущей частью протяжки), то в дальнейших расчетах следует принимать, что Rа =Rz’/4 или соответственно Rа'=Rz'/4.
(33)
(34)4)
(35)
(36)
5. Диаметры выглаживающих зубьев, мм
|
ZB |
Порядковый номер выглаживающего зуба
|
|||||
|
1-й |
2-й |
3-й |
4-й |
5-й |
zB
|
|
|
1 2 3 4 5 |
dB dB – 0.5iB dB - 0.65 iB dB - 0.7 iB dB - 0.8 iB |
- dB dB - 0.25 iB dB - 0.4 iB dB - 0.55 iB |
- - dB dB - 0.15 iB dB - 0.3 iB |
- - - dB dB - 0.1 iB |
- - - - dB |
iB 1.5iB 2.1 iB 2.75 iB 3,25 iB |
Примечание:dB=dk+
iB![]() ,
где-
,
где-
![]() —
при разбивке отверстия;
—
при разбивке отверстия;
![]() -при
усадке отверстия после обработки режущей
частью протяжки.
-при
усадке отверстия после обработки режущей
частью протяжки.
2.
Диаметр (мм) калибрующих зубьев режущей
части протяжки
с учетом разбивки (—![]() р)
или усадки (+
р)
или усадки (+![]() р)
р)
![]() (37)
(37)
Предварительно в расчетах принимают, что разбивка (усадка) δр отверстия после обработки режущей частью протяжки отсутствует.
Если
![]() (мм)
можно приближенно определить следующим
образом:
(мм)
можно приближенно определить следующим
образом:
![]() (38)
(38)
В
этом случае при
![]() >0,007
расчетные значения осевых сил выглаживания
значительно больше действующих.
>0,007
расчетные значения осевых сил выглаживания
значительно больше действующих.
3. Диаметры (мм) выглаживающих зубьев определяют либо по табл. 3.5, либо по формулам
![]() (39)
(39)
![]() (40)
(40)
где dB — диаметр последнего зуба; j=1, 2, 3, .... (zB—1).
Расчетные значения рекомендуется округлять до 0,005 мм. Допуск диаметров зубьев равен —0,005 мм.
4. Рабочая часть выглаживающих зубьев может выполняться с двумя коническими поверхностями, разделенными цилиндрической ленточкой, либо по дуге окружности (см. рис. 3, б). Конические поверхности зубьев имеют несколько большую склонность к наростообразованню и обналёчиванию, чем сферические, но более технологичны в изготовлении. При обработке заготовок из чугунов, цветных металлов и сплавов целесообразно применять конические зубья, при обработке заготовок из сталей — тороидальные (сначала можно изготовить зубья конические, затем скруглить их вершины).
Геометрические параметры (мм) зубьев могут быть определены с помощью табл. 6 или по формулам
b=0.07D0.85 (41)
6 Геометрические параметры выглаживающих зубьев
|
D, мм |
Тороидальные зубья
|
Конические зубья
|
|||
|
R |
tB |
|
b |
tB |
|
|
мм
|
мм
|
||||
|
До 30 Св. 30 |
(80—70) iB (70—60) iB |
(60—40) iB (40-30) iB |
5±1 5±1 |
0.05D 0.04D |
(60—40) iB (40—30) iB |
Примечание. Большие коэффициенты при iB следует брать при обработке отверстий меньшего диаметра и при малых iB.
![]() (42)
(42)
![]() (43)
(43)
где
К3
= 1,25…50λ
при
![]() <0,007;
<0,007;
![]() =0,85
при
=0,85
при
![]() >0,007.
>0,007.
Подсчитанные значения в некоторых случаях целесообразно округлить. Длина (мм) блока (или набора колец)
![]() (44)
(44)
Необходимо,
чтобы у рабочей поверхности зубьев
![]() мкм,
и по мере появления следов и рисок износа
зубья следует полировать. Малая
шероховатость зубьев в немалой степени
снижает
вероятность появления нароста и повышает
качество обработанной
поверхности. Рекомендуемое
значение углов заборного и обратного
конусов
мкм,
и по мере появления следов и рисок износа
зубья следует полировать. Малая
шероховатость зубьев в немалой степени
снижает
вероятность появления нароста и повышает
качество обработанной
поверхности. Рекомендуемое
значение углов заборного и обратного
конусов
![]() =5°±1°.
=5°±1°.
5.
Число одновременно работающих зубьев
![]() зависит
от длины обрабатываемого отверстия
зависит
от длины обрабатываемого отверстия
![]() ,
длины выглаживающего блока LB,
ширины ленточки b,
величины натяга iB,
угла заборного конуса
,
длины выглаживающего блока LB,
ширины ленточки b,
величины натяга iB,
угла заборного конуса
![]() .
При
тороидальной и конической формах рабочих
поверхностей число одновременно
работающих зубьев определяют по формуле
(45)
с округлением до большего целого числа
.
При
тороидальной и конической формах рабочих
поверхностей число одновременно
работающих зубьев определяют по формуле
(45)
с округлением до большего целого числа
![]()
![]() (45)
где
5,7
(45)
где
5,7![]()
Если после определения по формуле (3.45) окажется, что zp.B>zB, следует принимать zp.B=zB, так как zp.B не может быть больше zB.
6. Определяют сумму натягов выглаживающих зубьев. Если при выглаживании zp.B=zB, а диаметры выглаживающих зубьев соответствуют рекомендуемым, сумму натягов блока берут из табл. 5. В том случае, когда не все выглаживающие зубья одновременно участвуют в работе и когда диаметры выглаживающих зубьев отличаются от рекомендуемых вследствие округления их до целого числа или из-за погрешностей при изготовлении определяют фактические натяги (мм) каждого зуба
![]() (46)
(46)
Сумму натягов в этом случае определяют для zp.B. с наибольшими натягами.
7. Осевая сила (Н)
 (47)
(47)
Влияние вида СОЖ из числа рекомендуемых выше и скорость выглаживания 0,5—30 м/мин для работы выглаживающих зубьев на Рв невелики, поэтому поправочные коэффициенты на них не введены.
Пример расчета выглаживающей части
Исходные
данные.
Деталь — втулка. Материал — сталь
45, на операции протягивания НВ
217—241,
![]() =600
МПа, E=2,1*105
МПа. Диаметр (мм) отверстия после
протягивания
=600
МПа, E=2,1*105
МПа. Диаметр (мм) отверстия после
протягивания
![]() ).
Наружный диаметр втулки
).
Наружный диаметр втулки
![]() =90
мм. Длина протягивания
=90
мм. Длина протягивания
![]() мм. У поверхности отверстия Rа=0,63
мкм.
мм. У поверхности отверстия Rа=0,63
мкм.
Применяем станок 7Б56 с тяговой силой 196 кН. Диапазон скоростей рабочего хода ползуна 1,6—11,5 м/мин. Наибольший ход ползуна 1600 мм. Состояние станка — хорошее. Патрон для закрепления протяжки быстросменный автоматический, характер производства— массовый, цикл работы станка — полуавтоматический. Расстояние между центрами круглошлифовального и заточного станков 2200 мм. Наибольшая длина обработки в термическом отделении 2000 мм.
Для получения отверстия 7-го квалитета Rа = 0,63 мкм принимают конструкцию протяжки переменного резания равной стойкости с выглаживающим блоком.
Материал блока выбирают в соответствии с рекомендациями. Материал выглаживающих зубьев — ВК8. Принимают zВ=4 согласно табл.3 (из рекомендуемого числа zВ, выбрано большее значение для обеспечения наибольшей геометрической точности отверстия и наработки протяжки). В соответствии с табл. 3 квалитет отверстия после протягивания — 7, шероховатость поверхности Rа'= 2,5 мкм, что соответствует 2-й группе качества (см. табл. П2 приложения).
По табл. 4 и П6 приложения устанавливают соответственно скорости выглаживания и резания. Принимают меньшую из них — 9 м/мин. Станком такая скорость обеспечивается.
Наиболее жесткие требования к выбору СОЖ предъявляются работой выглаживающей части протяжки. Принимают сульфофрезол. Этот смазочный материал удовлетворяет и работе режущей части протяжки.
Порядок
расчета. 1.
По формулам
(32)-(36) определяют общий
натяг (iв)
и относительный натяг (![]() ),
коэффициенты
К0
,
K1
и К2.
),
коэффициенты
К0
,
K1
и К2.

2. Диаметр калибрующих зубьев режущей части протяжки определяют по формуле (37). Принимают предварительно δр=0;
![]()
3. По формулам (39) и (40) определяют диаметры выглаживающих зубьев, но можно воспользоваться и табл. 3.5.

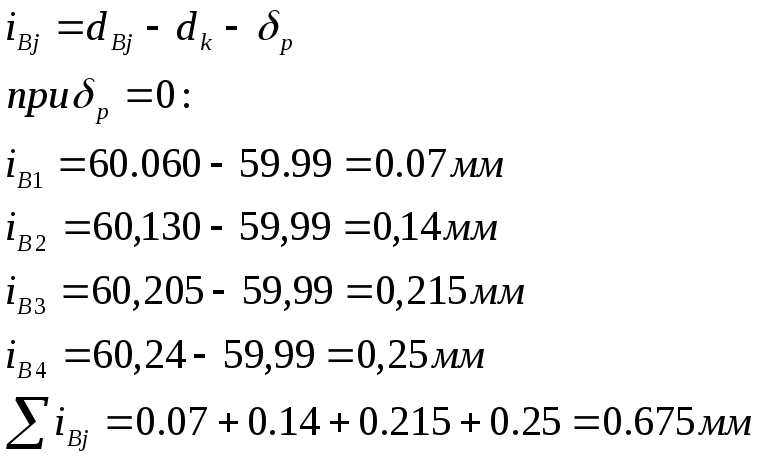
После округления диаметры зубьев имеют размеры dB1= 60,060 мм; dВ2 = 60,130 мм; dВ3=60,205 мм; dВ4=60,240 мм.
4. По табл. 6 или после определения K3 находят по формулам (41) — (43) геометрические параметры зубьев:
![]()
Так как обрабатываемый материал — сталь, профиль зубьев выполняют по радиусу R, ленточка отсутствует.

Если взять заготовку с размерами: наружный диаметр 60.8+1,8 мм, внутренний 39,4-1,2 мм, длина 20+1,0 мм, то в целях уменьшения снимаемого припуска с заготовок блоков выглаживающих зубьев шаг целесообразно увеличить до 10 мм. Тогда по (44)
![]()
5. Число одновременно работающих зубьев zР.B = 4, так как длина блока зубьев меньше длины обрабатываемого отверстия (lmax=100мм, LB= 40мм).
6. По формуле (46) определяют натяг каждого выглаживающего зуба
 .
.
Осевую силу (Н) при выглаживании находят по формуле (47)