

5. Технологічні методи забезпечення потрібної якості стояка
Службове призначення стояка: забезпечити стале положення роликів,забезпечити правильне положення натяжної станції транспортера на станині , забезпечити переміщення натяжного ролика , підтримання стрічки транспортеру і забезпечення мінімального сповзання стрічки транспортеру.
При виготовленні деталі нам потрібно вирішити наступні задачі:
Для забезпечення переміщення натяжного ролика необхідно забезпечити точність відносного розташування вісі отвору 18Н9 ( забезпечити паралельність вісі отвору у межах 0,1 мм відносно бази Д і точність розміру 36+0,08).
Для підтримання стрічки транспортеру і забезпечення мінімального сповзання стрічки необхідно забезпечити правильне розташування верхньої поверхні стояка, на яку кріпиться плата , яка в свою чергу підтримує стрічку транспортеру, а також правильне положення бічних і верхньої поверхонь стояка(паралельність верхньої поверхні стояка відносно бази Д в межах 0,25 мм, точність розміру 130-0,25,).
Для забезпечення сталого положення роликів необхідно забезпечити правильне розташування пазів на яких кріпляться планки з роликами(паралельність поверхні пазу відносно бази Д в межах 0,1 мм і точність розміру 85-0,22).
Для забезпечення правильного положення бічних поверхонь стояка необхідно забезпечити перпендикулярність бічних поверхонь стояка відносно верхньої поверхні стояка в межах 0,1 мм, точність розміру 320-0,36
Для забезпечення правильного положення натяжної станції транспортеру на станині необхідно забезпечити площинність установчої бази стояка у межах 0,06 мм .
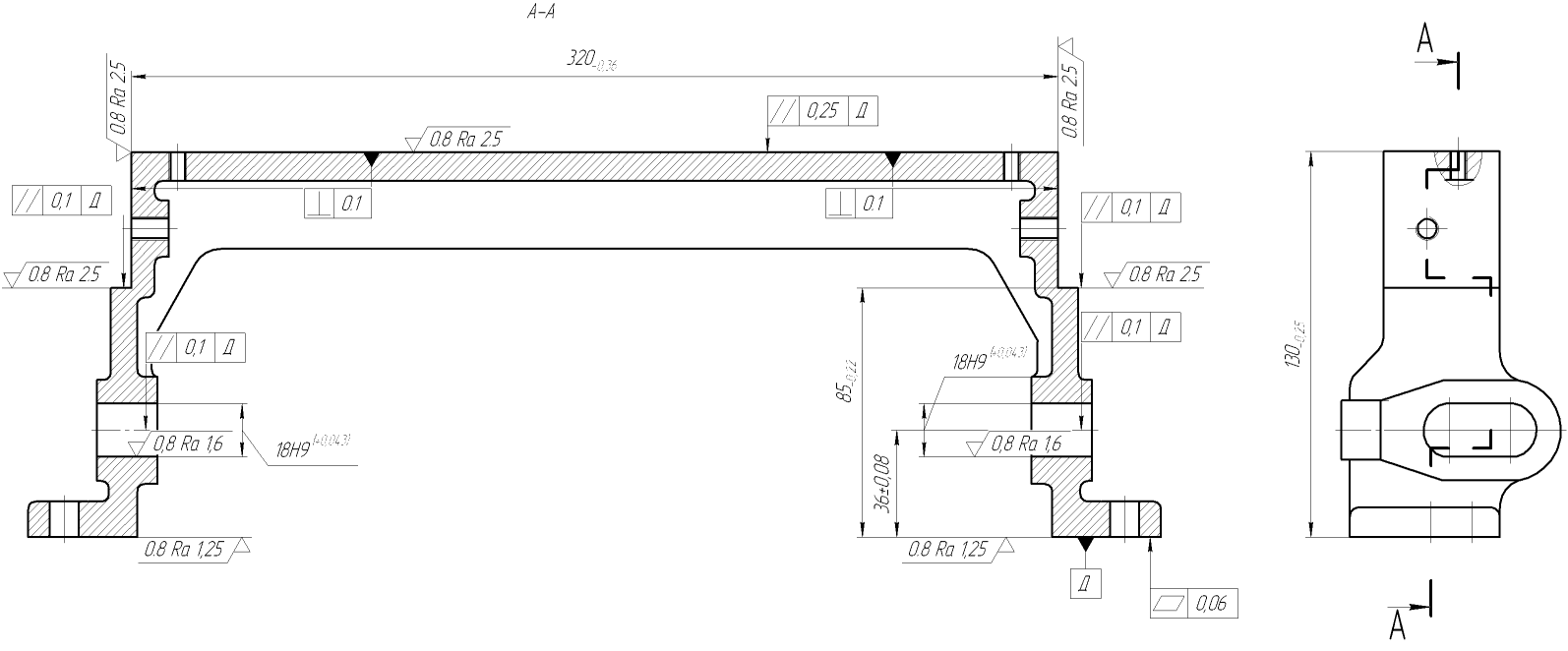
Рисунок 5.1 – Розмірні зв’язки поверхонь, які потрібно витримати при механічній обробці поверхонь
ЧДТУ
Таблиця 5.1-Комплекси технологічних методів забезпечення якості стояка
|
Виконання задач |
||||||
Технологічна задача |
Задані параметри |
Технологічні методи |
Досягнуті параметри |
||||
1 |
2 |
3 |
4 |
||||
1,5 |
1. Точність розміру 0,16 мм 2. Паралельність 0,08 до бази Д 3. Шорсткість поверхні Ra 1.25 мкм 4. Площинність поверхні установчої бази Д 0,06 мм |
1. Стругання чорнове 2. Стругання чистове
|
0,16 |
0,12 |
Ra 20 мкм |
0,08 |
|
0,08 |
0,06 |
Ra 2.5 мкм |
0,04 |
||||
|
|
|
|
||||
1. Фрезерування чорнове |
0,16 |
0,1 |
Ra 20 мкм |
0,08 |
|||
2. Фрезерування чистове |
0,08 |
0,06 |
Ra 1.25 мкм |
0,04 |
|||
2 |
1. Точність розміру 0.25 мм. 2. Паралельність 0.25 мм до бази Д 3. Шорсткість поверхні Ra 2.5 мкм |
1. Стругання чорнове
|
0,3 |
0,16 |
Ra 20 мкм |
- |
|
2.Стругання чистове |
0,185 |
0,1 |
Ra 2.5 мкм |
- |
|||
|
|
|
|
|
|||
1. Фрезерування чорнове |
0,3 |
0,16 |
Ra 20 мкм |
- |
|||
2. Фрезерування чистове |
0,185 |
0,1 |
Ra 2.5 мкм |
- |
|||
3 |
|
1. Стругання чорнове
|
0,185 |
0,1 |
Ra 20 мкм |
- |
|
2.Стругання чистове |
0,09 |
0,06 |
Ra 2.5 мкм |
- |
|||
|
|
|
|
|
|||
1. Фрезерування чорнове |
0,185 |
0,1 |
Ra 20 мкм |
- |
|||
2. Фрезерування чистове |
0,09 |
0,06 |
Ra 2.5 мкм |
- |
|||
|
|
||||||
 Задача
Задача
 Продовження
таблиці 5.1
Продовження
таблиці 5.1
4 |
1. Точність розміру 0,36 мм 2. Перпендикулярність 0,1 до поверхні 3. Шорсткість поверхні Ra 2.5 мкм |
1. Стругання чорнове 2.Стругання чистове
|
0,185 |
0,1 |
Ra 20 мкм |
- |
|
0,09 |
0,06 |
Ra 2.5 мкм |
- |
||||
|
|
|
|
||||
1. Фрезерування чорнове |
0,185 |
0,1 |
Ra 20 мкм |
- |
|||
2. Фрезерування чистове |
0,09 |
0,06 |
Ra 2.5 мкм |
- |
|||
|
|
||||||
Значення параметрів точності у таблиці 5.1 взяті з джерела [3].