

6 . Теоретична схема базування при обробці 2-х отворів м8*0,5-6н
Розробимо теоретичну схему базування при обробці отворів М8*0,5-6Н на боковій площині стояка(рисунок 6.2).
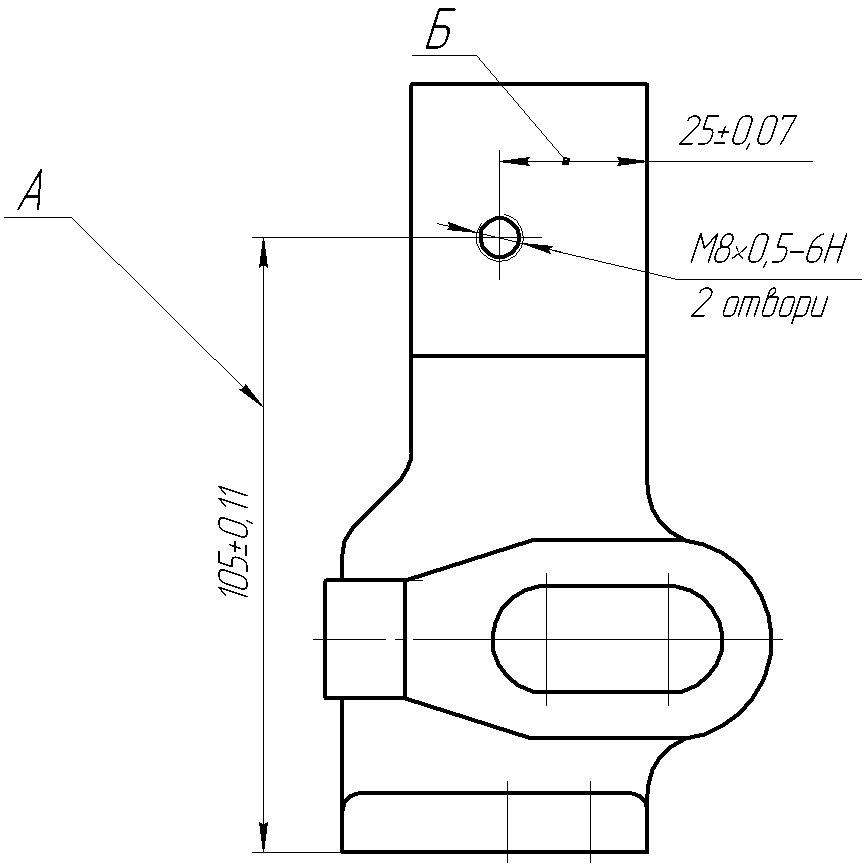
Рисунок 6.1 – Розмірні зв’язки оброблюваної поверхні
ЧДТУ
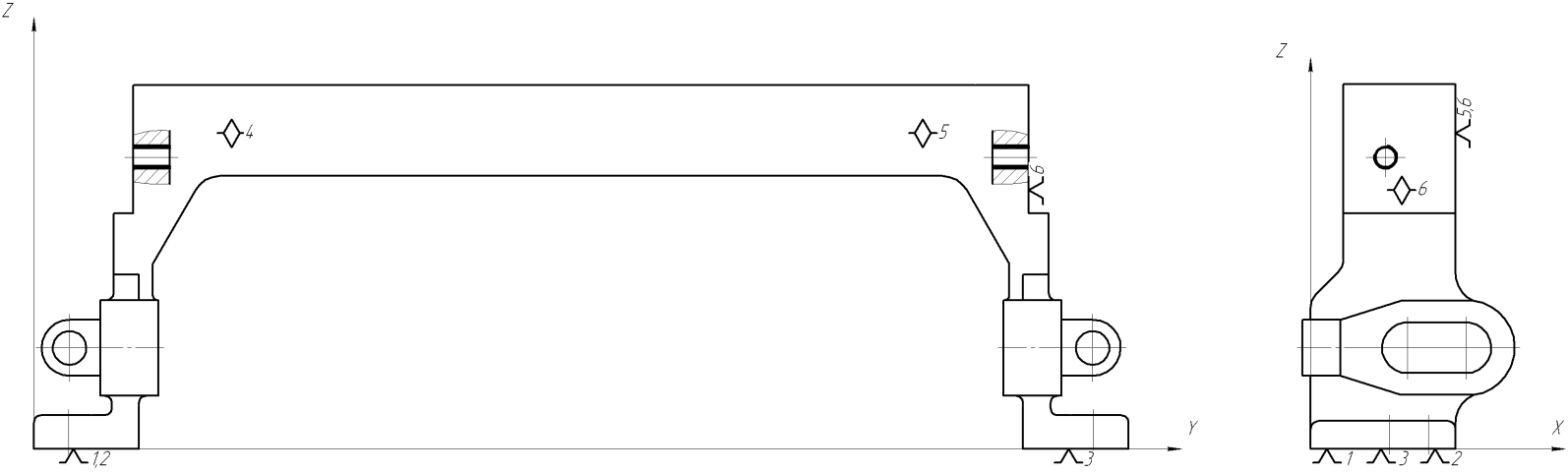
Рисунок 6.2 – Теоретична схема базування при обробці отворів М8*0,5-6Н
Таблиця 6.1 – Опорні точки і бази корпуса
Опорні точки |
Позбавлення ступеня волі |
Вплив на параметр |
Повне найменування бази |
||||||
Переміщення вздовж вісей |
Обертання навколо вісей |
А |
Б |
|
|||||
X |
Y |
Z |
X |
Y |
Z |
||||
1 |
|
|
+ |
|
|
|
+ |
|
Конструкторська установча явна |
2 |
|
|
|
|
+ |
|
|
|
|
3 |
|
|
|
+ |
|
|
|
|
|
4 |
+ |
|
|
|
|
|
|
+ |
Конструкторська направляюча явна |
5 |
|
|
|
|
|
+ |
|
|
|
6 |
|
+ |
|
|
|
|
|
|
Конструкторська опорна явна |
7 . Вибір варіанту базування
Розглянемо технологічну задачу:обробка отвору 18Н9, рішення якої залежить від вибору варіанта базування.
Дана задача складається з двох частин:
а) забезпечити точність розміру 36±0,08 мм;
б) паралельність осі отвору 18Н9 до основи стояка в межах 0,08 мм;
З технологічного процесу виготовлення стояка зрозуміло, що дана задача вирішується в процесі обробки отвору 18Н9 мм витримуючи розмір 36±0,08 мм та паралельність осі отвору 18Н9 мм до основи стояка в межах 0,16 мм. Параметри якості є замикаючою ланкою розмірного ланцюга технологічного комплексу механообробки. Запропонуємо два варіанти базування. На рисунку 7.1 показано перший варіант.
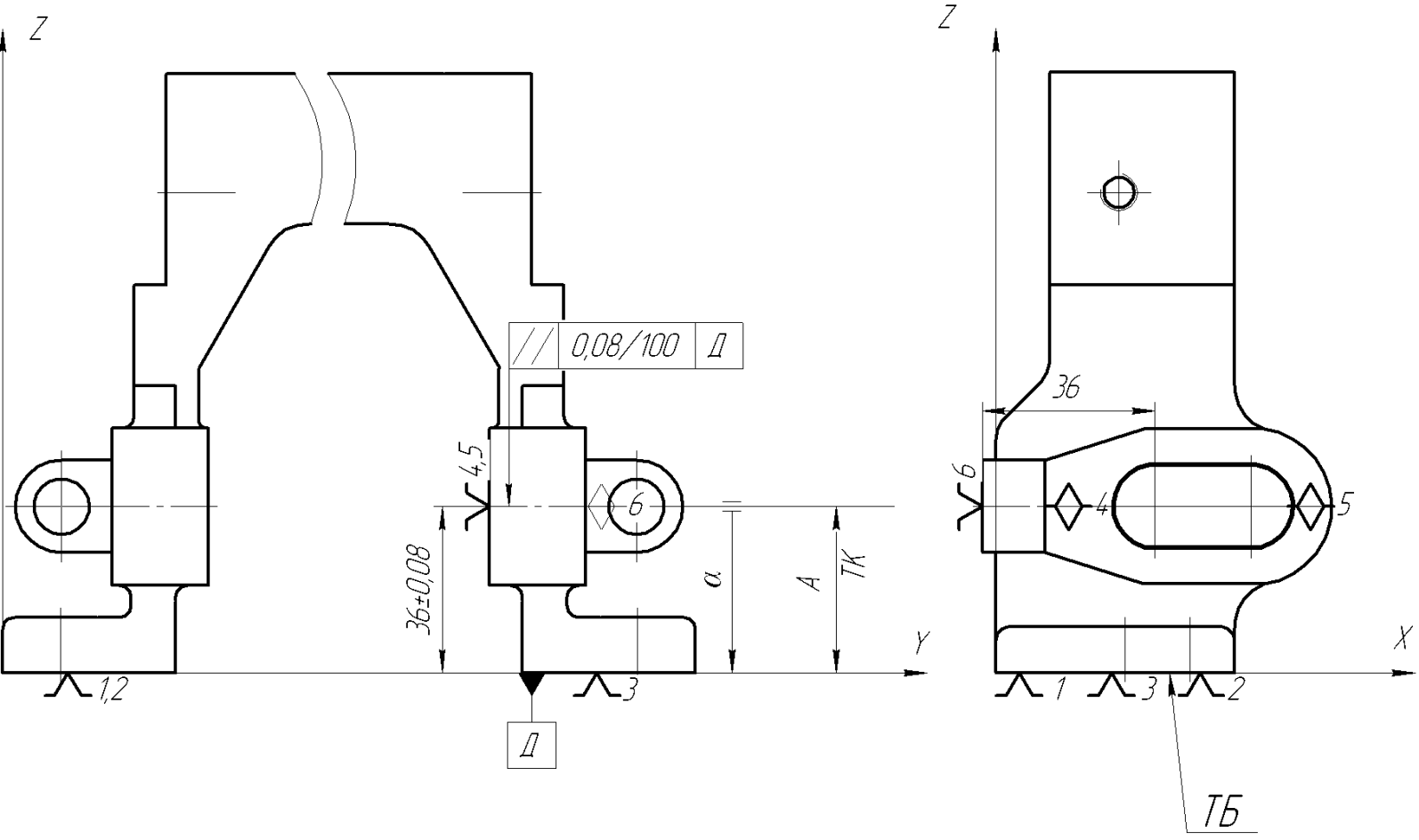
Рисунок 7.1 – Розмірні зв’язки при базуванні
При даній схемі базування вимірювальна база (ВБ) співпадає з технологічною (ТБ). В цьому випадку похибка витримуваних параметрів буде дорівнювати похибці методу фрезерування.
Похибка витримуваних параметрів:
-по осі Z:
![]() ;
[1]
;
[1]
![]() = 0,08 мм;
= 0,08 мм;
![]() <
;
<
;
![]() ;
[1]
;
[1]
![]() = 0,16 мм;
= 0,16 мм;
![]() <
;
<
;
-по осі X:
![]() ;
[1]
;
[1]
![]() = 0,62 мм;
= 0,62 мм;
![]() <
;
<
;
ЧДТУ
 По
осі Y
похибка оброблювання отвору 18Н9 не
впливає на інші розміри.
По
осі Y
похибка оброблювання отвору 18Н9 не
впливає на інші розміри.
Дана схема базування забезпечує точність обробки отвору 18Н9.
Розглянемо інший варіант базування(рисунок 7.2):

Рисунок 7.2 – Розмірні зв’язки при базуванні
При даному варіанті базування технологічна база не збігається з вимірювальною. В даному випадку на оброблювані параметри якості буде впливати сукупність похибки методу фрезерування та похибка базування.
По осі Z:
![]()
![]()
Точність
розміру А1
залежить від фрезерної системи і дорівнює
похибці методу обробки
![]() .
Розмір А2
виникає при обробці площини основи
стояка на попередній операції.
Точність
розміру А2
за вибраним варіантом базування(рисунок
7.3) одержується як замикаюча ланка
розмірного ланцюга технологічної
системи механообробки:
.
Розмір А2
виникає при обробці площини основи
стояка на попередній операції.
Точність
розміру А2
за вибраним варіантом базування(рисунок
7.3) одержується як замикаюча ланка
розмірного ланцюга технологічної
системи механообробки:![]()
Паралельність
вісі отвору 18Н9 відносно верхньої площини
стояка α1
залежить від фрезерної системи і дорівнює
похибці методу обробки
.
Паралельність площини основи стояка
відносно верхньої поверхні стояка α2
виникає при обробці верхньої площини
стояка на попередній операції.
Похибка
паралельності площини основи стояка
відносно верхньої поверхні стояка α2
за вибраним варіантом базування(рисунок
7.3) одержується як замикаюча ланка
розмірного ланцюга технологічної
системи:![]()
![]() ;
[1]
=0,16
мм;
;
[1]
=0,16
мм;
![]() >
;
>
;
![]() ;
[1]
=0,08
мм;
;
[1]
=0,08
мм;
![]() >
>
По осі Х:
;
[1]
= 0,62 мм;
![]() >
;
>
;
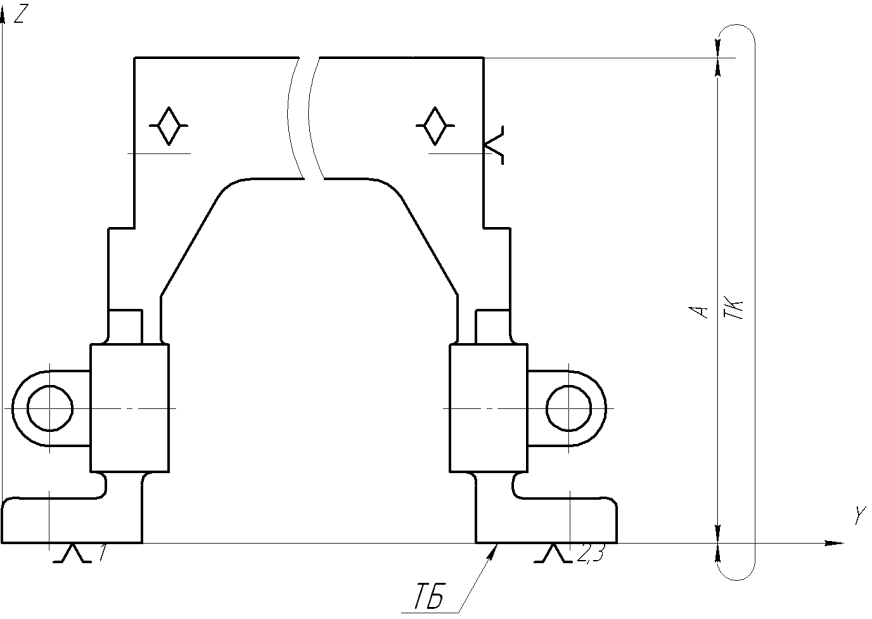
Рисунок 7.3 – Розмірні зв’язки при базуванні
По осі Y похибка оброблювання отвору 18Н9 не впливає на інші розміри.
Таким чином другий варіант не забезпечує потрібної точності параметрів поверхні стояка.
Отримані значення параметрів точності при різних варіантах базування заносимо до таблиці 7.1.
 Таблиця
7.1 – Значення параметрів точності
при різних варіантах базування
Таблиця
7.1 – Значення параметрів точності
при різних варіантах базування
Параметр якості |
Варіант базування |
|
1 |
2 |
|
36±0,08 мм |
0.06 |
0,18 |
Паралельність осі отвору 18Н9 до основи стояка |
0.05 |
0.12 |
36±0,31 мм |
0.06 |
0.06 |
Аналіз наведених варіантів базування стояка під час обробки отвору 18Н9,показує, що доцільно використовувати 1 варіант базування . Тому що він має вищу точність обробки і має простішу реалізацію теоретичної схеми базування (простіший пристрій).