

1.6. Маршрут обработки
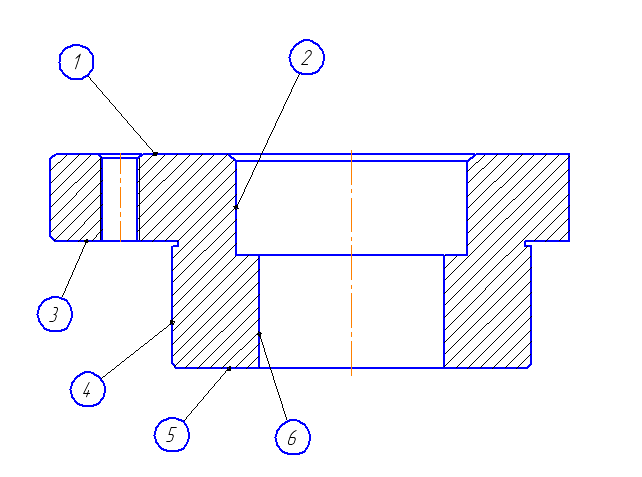
Рис. 10 Установочные технологические базы (У.Т.Б.)
Содержание операции |
Оборудование |
Приспособление |
Режущий инструмент |
Мерительный инструмент |
У.Т.Б. |
005 Заготовительная. Заготовительная. Штамповать заготовку по тех. Процессу ОГМет. |
- |
- |
- |
- |
- |
010 Контрольная. Контролировать размеры заготовки согласно чертежа. |
Стол ОТК |
- |
- |
1.штангенциркуль ШЦ-2-250-0,1 ГОСТ 166-84. |
- |
015 Токарная. А. Установить и закрепить заготовку 01. Подрезать торец; 02. Обработка тела вращения Ø208H14 ; 03. Точит 2 фаски по 1,6×45˚; 04. Расточить отверстия Ø80Н14 на расстоянии 35 мм.; 05. Точить фаску 2,5х45º
|
16К20 |
Патрон 3х кулачковый ГОСТ 2675-80
|
1. Резец проходной отогнутый (BK6) ГОСТ 18879-73 2. Резец расточной (Т15К6) ГОСТ 18880-73
|
1.штангенциркуль ШЦ-2-250-0,1 ГОСТ 166-84; 2.образцы шероховатости ГОСТ 9378-93.
|
4;3 |
020 Токарная ЧПУ А. Установить и закрепить деталь 01. Подрезать торец; 02. Обработка тела вращения Ø124H11 на расстояние 44 мм. ; 03. Прорезанные канавки 2×2 мм 04. Расточить отверстия Ø65H14 на расстояние 39 мм; 05. Расточить отверстия Ø62H14 на расстояние 39 мм.; (черн.) 06. Расточить отверстия Ø63H11 на расстояние 39 мм.; (получит.) 07. Расточить отверстия Ø64H9 на расстояние 39 мм.; (чист.) 08. Точить фаску 1,6х45º
|
SK40P |
Патрон 3х кулачковый ГОСТ 2675-80
|
1.Резец контурный черновой ГОСТ 20872-80 (с пластиной из твёрдого сплава BK6) 3.Резец расточной черновой (Т15К6) СТП 344-74 4.Резец расточной чистовой (Т15К6) СТП 344-74 |
1.штангенциркуль ШЦ-2-250-0,1 ГОСТ 166-84; 2.образцы шероховатости ГОСТ 9378-93. 3.Штангенциркуль ШЦЦО 0-300-0,01 |
1;2 |
030 Фрезерно-сверлильная ЧПУ Установ А: Установить и закрепить деталь. 1.Сверлить последовательно 3 сквозных отверстий под резьбу М12-7Н 2.Зенковать последовательно 3 фасок 1,6х45º под резьбу М12-7Н; 3.Нарезать резьбу М12-7Н последовательно на 3; (черн.) 4.Нарезать резьбу М12-7Н последовательно на 3; (чист.) 5. Фрезеровать лыску 75±0,1 |
6Р11Ф3-1 |
Спец. Приспособление |
1.сверло спиральное с к/хв Ø12 (Т5К10) ГОСТ 22735-77 2.Зенковка Ø 12 мм (Т5К10) ГОСТ 26258-87; 3.Метчик черновой М12 (Т15К6) ГОСТ 17927-72; 4.Метчик чистовой М12 (Т15К6) ГОСТ 17927-72; 5. Фреза концевая (Т15К6) ГОСТ 17026-71 |
1. резьбовой калибр-пробка сборочный М12-7H ГОСТ 14810-69; 2.штангенциркуль ШЦ-2-250-0,1 ГОСТ 166-84;
|
1;5:6 |
045 Слесарная. Установ А: Установить и закрепить деталь 1.Зачистить заусенцы, притупить острые кромки. |
Верстак |
Тиски с призматическими губками и пневмозажимом ГОСТ 16518-96.
|
Напильник ГОСТ 1465-80 |
- |
- |
050 Контрольная. |
Стол ОТК |
- |
- |
1.штангенциркуль ШЦ-2-250-0,1 ГОСТ 166-84;
2.образцы шероховатости ГОСТ 9378-93. 3. резьбовой калибр-пробка сборочный М12-7H ГОСТ 14810-69;
|
- |