

Лекция 6
6. Связи в машине и производственном процессе ее изготовления
Машина представляет собой не механическое соединение разнообразных деталей и совокупность разрозненных, независимых друг от друга явлений, происходящих в ней, а нечто единое целое, все составляющее которого (материалы, приданные им формы, размеры, относительные повороты) органически связанные между собой.
Работа машины обеспечивается действием многочисленных связей между явлениями различного физического содержания.
Производственный процесс реализует требуемые связи в изготавливаемой машине (изделии) с помощью своих связей между объектами и явлениями различного физического содержания.
Производственный процесс реализует требуемые связи в изготавливаемой машине (изделии) с помощью своих связей между объектами и явлениями, сопровождающими его. Строение связей в производственном процессе предопределяется связями в конструкции изготавливаемой машины и экономическими соображениями. Поэтому связи производственных процессов имеют строгую направленность и целеустремленность.
6.1. Определение понятия «связь»
В каждой отрасли науки понятие «связь» определяется применительно к рассматриваемым задачам и явлениям.
Связь – взаимообусловленность существования явлений, разделенных в пространстве и (или) во времени. Связь между какими-то объектами понимают как отношение между ними, при котором наличие (отсутствие) или изменение других объектов.
Какое – либо общее свойство или признак, делающие возможной связь называется основанием связи.
В машине существуют размерные, кинематические и динамические связи, с помощью которых она выполняет свое служебное назначение. Например, токарный станок.
Размерные связи – используются при придании нужного относительного положения заготовке и инструменту в рабочем пространстве станка.
Кинематические связи – используются для создания требуемого относительного движения.
Динамические связи – обеспечивают процесс резания.
Между операциями процесса и на каждой операции также действуют связи, обеспечивающие нужные размеры и их точность. Обработка заготовки сопровождается действием временных связей, образуемых затратами времени на выполнение операции.
Проектирование машины, технического процесса, производственного процесса – выбор и целенаправленное построение строго определенных систем связей, действие которых и обеспечивает получение качественной продукции.
6.2. Аналитическое выражение связей. Прямая и обратная задача
Математическое соотношение, отражающее качественную сторону связи явлений или объектов, называют уравнением связи. В общем виде оно может быть записано так:
![]()
В различных задачах y и xi уравнения связи могут иметь разный смысл (табл.6.1).
Таблица 6.1. Смысл функции и аргументов в различных задачах
Задача |
y |
|
Переход от служебного назначения машины к связям |
Показатель служебного назначения машины |
Показатели какого-то вида связей, обеспечивающие выполнение служебного назначения по показателю y |
Преобразование связей в машине или производственные процессы |
Показатель данного вида связи |
Показатели другого вида связей, к которому осуществляется переход |
Обеспечение действия связей одного вида |
Показатель данного вида в машине или производственные процессы |
Показатели того же вида, обеспечивающие значение y |
Например, токарный станок. Техническое требование – обеспечение цилиндрической формы обрабатываемой поверхности заготовки
Цилиндричность формы |
диаметр |
|
Например, одним из пунктов служебного назначения токарного станка является требование об обеспечении цилиндрической формы обрабатываемой поверхности заготовки. Исследование процесса формообразования показало, что для обеспечения технического требования (цилиндричность формы поверхности) необходимо, чтобы ось вращения заготовки была параллельна направлению перемещения резца в двух координатных плоскостях (рис.6.1). Отклонение в горизонтальной плоскости приводит к конической поверхности, а отклонение в вертикальной плоскости приводит к однополостному гиперболоиду вращения.
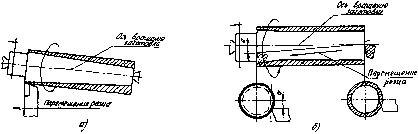
Рис.6.1. Возникновение отклонений формы поверхности вала
Причинами
отклонения от параллельности оси
вращения заготовки относительно
направления перемещения резца как в
горизонтальной так и вертикальной
плоскостях могут быть собственно
отклонения
![]() и
и
![]() от
параллельности общей оси центров станка
направлению перемещения резца, смещения
центров
от
параллельности общей оси центров станка
направлению перемещения резца, смещения
центров
![]() и
и
![]() ,
повороты центров
,
повороты центров
![]() и
и
![]() и
отклонения
и
отклонения
![]() и
и
![]() от
параллельности перемещения заднего
центра относительно оси переднего
центра (рис.6.2).
от
параллельности перемещения заднего
центра относительно оси переднего
центра (рис.6.2).
Таким образом, в общем виде уравнение связи, отображающее решение задачи образования цилиндрической поверхности, будет иметь вид:
![]() .
.
