

25.1. Последовательность разработки технологического процесса изготовления машины
Задачей каждого технологического процесса является экономичное изготовление машин, отвечающих их служебному назначению. Для успешного решения этой задачи разработку технологического процесса изготовления машины нужно вести в следующей последовательности:
изучение служебного назначения машины, технических требований, норм точности и критический анализ их соответствия служебному назначению;
ознакомление с намечаемым количественным выпуском машин в единицу времени и по неизменным чертежам;
изучение рабочих чертежей машины и их критический анализ с точки зрения возможности выполнения машиной ее служебного назначения, методов достижения точности, заложенных в конструкцию, технологичности конструкции машины;
разработка технологии общей сборки машины и сборки ее сборочных единиц;
изучение служебного назначения деталей, технических требований, норм точности и критический анализ их соответствия своему случайному назначению, а также анализ технологичности конструкции деталей;
выбор наиболее экономичных способов получения заготовок, обеспечивающих требуемое качество деталей;
разработка технологических процессов изготовления деталей;
планировка оборудования и рабочих мест;
оформление заказов на проектирование и изготовление оборудования, приспособлений и инструментов;
внесение в технологический процесс корректив и устранение допущенных ошибок и недочетов.
Изучение служебного назначения машины и анализ технических требований и норм точности
Каждая машина предназначена для выполнения определенного процесса, результатом которого является продукция того или иного вида. Поэтому изучение служебного назначения машины надо начинать с ознакомления с результатами ее действия. Например, изучение служебного назначения станка необходимо начинать с ознакомления с формами, с размерами и требованиями к точности детали, для изготовления которых предназначен станок. Далее следует требования к производительности, мощности, надежности станка и т.д.
Формулировка служебного назначения машины должна включать перечень условий, в которых машине предстоит работать и производить продукцию, требуемого качества в необходимых количествах. Любая машина выполняет технологический процесс с помощью различного рода связей (размерных, кинематических, динамических, электрических, гидравлических и др.), действующих между ее исполнительными поверхностями. Возможность осуществления связей заложена в конструкцию машины в виде связей свойств материалов и размерных связей. Поэтому, изучив служебное назначение машины, технологу необходимо выполнить переход от служебного назначения машины техническим требованиям и нормам точности.
Намечаемый выпуск машины. Ознакомление с намечаемым выпуском машины в единицу времени и по неизменным чертежам необходимо для выбора наиболее экономичных видов и форм организации производственных процессов, которые предопределяют построение технологических процессов, выбор оборудования и технологической оснастки, степень его механизации и автоматизации.
Изучение рабочих чертежей машины. Рабочие чертежи машины изучают с целью ознакомления с ее устройством, функциями узлов (механизмов и деталей) и размерных связей, обеспечивающих исполнение машиной своего служебного назначения. Изучение следует начинать со сборочных чертежей машины. При этом в самом начале надо выявить исполнительные поверхности и связи между ними. Далее следует выявить механизмы и детали, с помощью которых эти связи осуществляются. В результате изучения рабочих чертежей должны быть разработаны схемы размерных цепей. В качестве примера на рис.25.1. показаны схемы некоторых размерных цепей токарного станка.
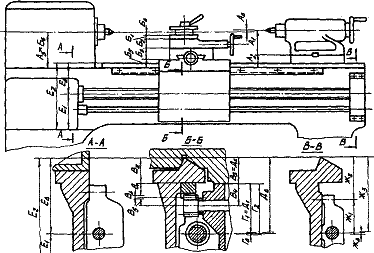
Рис.25.1. Размерные цепи токарного станка