27. Способы нарезания прямозубых конических колес методами копирования
Обработка прямозубых конических колес производится: фрезерованием, строганием, протягиванием, пластическим деформированием.
Обработка может производится по методу копирования и обката.
Процесс фрезерования по методу копирования применяется в единичном или массовом производствах, обработка производится дисковыми или пальцевыми модульными фрезами, при этом впадина прорезывается за 2 или 3 прохода.
О бработка
производится на универсальном оборудовании
с использованием делительных устройств
и поворотных приспособлений, точность
обработки невысокая 9 степ и грубее,
бработка
производится на универсальном оборудовании
с использованием делительных устройств
и поворотных приспособлений, точность
обработки невысокая 9 степ и грубее,
шер. 5-6 кл. В массовом производстве процесс применяется для предварительной прорезки впадин, крупномодульных ЗК с малым числом зубьев. Обработка производится на спец. многошпиндельных ст.-автоматах. Заготовки в последнем обрабатываются строганием или фрезерованием по методу обката. В массовом производстве точные ЗК обрабатывают протягиванием круговыми протяжками по методу копирования.
Ст. мод. Ст-1222, 5245. Главное движение – непрерывное вращение протяжки с V=10-25 м/мин, время обработки 1 зуба 2-6 сек.
Протяжка имеет черновые и чистовые зубья. При черновой обработке используется схема встречного резания, при чистовой – попутного.
Точность 7-8 степ., шер. 6-7 кл.

28. Высокоскоростное резание. Особенности процесса, область применения, технологические возможности процесса.
Высокоскоростные методы обработки основаны на использовании философского закона перехода количества в качество, когда при скоростях, превышающих обычные процессы в десятки и сотни раз металл проявляет новые качества, одним из которых является сверхпластичность.

П роцесс
высокоскоростной обработки позволяет
резко поднять производительность,
повысить качество обработки независимо
от процесса обработки, а следовательно,
исключить отделочные способы обработки,
т.е. снизить трудоемкость изготовления
роцесс
высокоскоростной обработки позволяет
резко поднять производительность,
повысить качество обработки независимо
от процесса обработки, а следовательно,
исключить отделочные способы обработки,
т.е. снизить трудоемкость изготовления
При высокоскоростном резании мы можем получить класс шероховатости – 10-14 и выше. Для этого используют специальное оборудование, станки для высокоскоростного шлифование или точения, которые позволяют исключить трудоемкие отделочные операции, снизить себестоимость обработки детали, как у обычных материалов, так и высокопрочных.

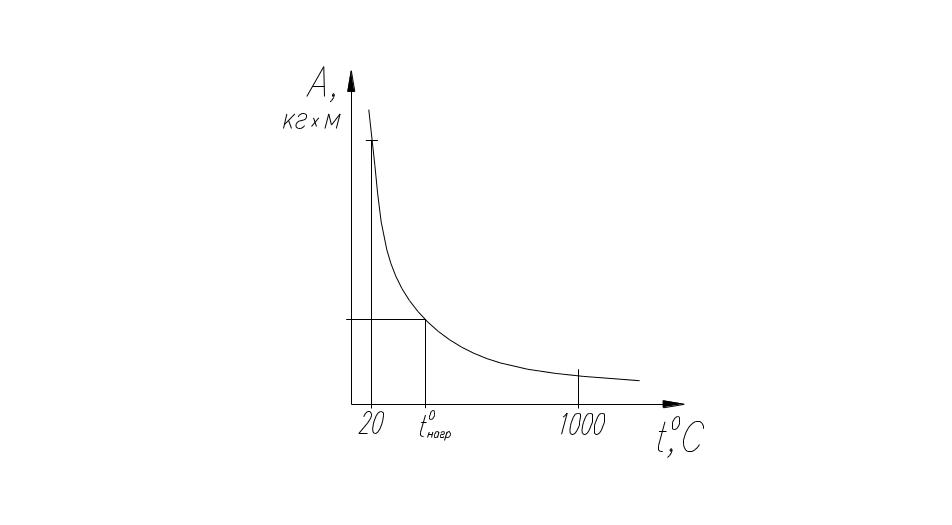
29. Резание с нагревом. Особенности процесса, область применения, технологические возможности процесса.
Основано на экспоненциальной зависимости работы пластической деформации от температуры в зоне резания. Нагрев детали позволяет значительно снизить работу, потребную для пластической деформации металла. Критерием нагрева детали является температура низкого отпуска металла, которая для высоколегированных сталей может быть очень высокой, например для б/р Р6М5-550С.
Нагрев заготовки может производится пламенем газовой, плазменной горелки или ТВЧ. Это позволяет обеспечить хорошую стойкость традиционного режущего инструмента при обработке высокопрочных легированных сталей. Разновидностью резания с нагревом является электроконтактная резка.