

10. Погрешности базирования и закрепления и их определение. Базирование в призме, центрах и возникающие при этом погрешности.
Погрешность базирования возникает в следствие несовмещения установочной и измерительной баз, и численно равна допуску на размер м/у ними.
Погрешность закрепления возникает при смещении заготовки и отрыве ее от установочной базы или при деформировании заготовки искажающей схему базирования под действием сил зажима. Для исключения погрешности закрепления необходимо, чтобы силы зажима воспринимались установочными поверхностями, и действие сил зажима приходилось бы напротив опорной точки или соосно ей. Если в качестве установочной поверхности приспособления используется плоскость, то погрешность закрепления равна 0. Если точечные опоры, то Ез=с*qm, где с – коэффициент, зависящей от материала заготовки; q – удельное давление, кг/мм2; m – учитывает форму опоры.
Базирование в призме
|
Угол =60,90,120 |

Базирование в жестких центрах
|
|
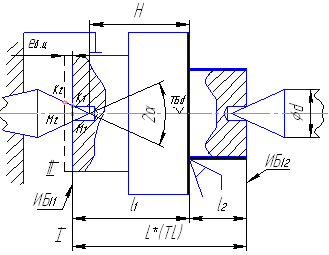
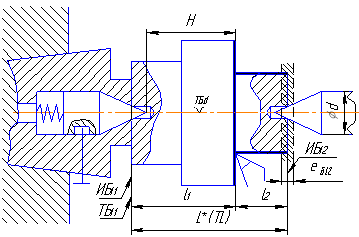
Базирование в плавающий центр
![]()
Необходимо поставить жесткую опору, а центр сделать плавающим. При =60 черновую и чистовую обработку вынуждены обрабатывать на одной и той же поверхности, что не всегда удобно. Иногда в массовом производстве используют специальные центры, у которых поверхность тороидальная. Черновая и чистовая поверхность выполняется на разных участках центрового отверстия.
11. Особенности выбора черновых и чистовых баз.
Установочные базы делятся на черновые и чистовые. Черновые - применяются при обработке на первой операции, когда деталь устанавливается на черные поверхности.
Чистовые – обработанные поверхности и применяются для установки деталей на всех последующих операциях. При установке детали на черновые базы установочные поверхности приспособления выполняются точечными. При базировании на чистовые базы установочные поверхности приспособления выполняются в виде плоских пластин или цилиндрических поверхностей. При этом установочные поверхности должны быть точными(JT7…8), чисто обработанными (7…9 класс шероховатости) и термообработанными до твердости 50…55HRC.
Правила выбора черновых баз.
черновые базы должны быть использованы только один раз, обеспечив получение чистовых баз;
при выборе черновых баз следует учесть, что если с какой-либо поверхности требуется снять минимальный равномерный припуск, то эта поверхность и должна быть использована в качестве базы на первой операции;
черновые базирующие поверхности должны быть равными и чистыми, не иметь литников, забоин, облоя;
поверхности, принимаемые за черновые базы должны иметь наиболее точное расположение в заготовке относительно других поверхностей;
черновые базирующие поверхности должны иметь достаточные размеры для обеспечения устойчивой установки с максимальной жесткостью;
для деталей, не обрабатываемых кругом, как правило, в качестве черновых баз принимаются поверхности остающиеся без обработки, т.к. в этом случае необработанные поверхности будут иметь минимальное смещение относительно обработанных;
при обработке детали по всем поверхностям за черновые базы принимают поверхности с минимальным припуском;
когда заготовка исключает выполнение вышеуказанных требований, в заготовке выполняют вспомогательные приливы, бобышки, которые используют в качестве базы на первой операции (вспомогательная установочная база), а затем удаляют последующей м/о.
Правила выбора чистовых баз
в качестве установочной базы должны служить поверхности, от которых координируются размеры (принцип совмещения баз);
на всех операциях по возможности используют одни и те же базовые поверхности, т.е. соблюдать принцип постоянства баз;
в качестве чистовых баз использовать только обработанные поверхности и желательно более точные;
точность, форма и размеры чистовых баз должна обеспечить достаточную устойчивость, жесткость и точность установки детали.
12. Этапы технологического процесса обработки. Выбор последовательности обработки отдельных поверхностей деталей.
Техпроцессы разрабатываются:
для проектируемых новых цехов и заводов;
для действующих цехов и заводов.
В первом случае техпроцесс является основой всего проекта, т.к. он определяет потребное количество оборудования, производственные площади, энергетику, рабсилу, сырье и т.д.
Во втором случае исходят из наличия имеющегося оборудования. Исходными данными для разработки т/п являются:
рабочие чертежи деталей, сборочных узлов и машины в целом;
техусловия на изготовление и сдачу;
производственная программа и срок ее выполнения;
наличное оборудование, площади;
справочные и нормативные материалы.
План техпроцесса. Под планом понимают последовательность выполнения операций при обработке данной детали, включая все виды обработки. Установление плана обработки преследует цель выполнения всех требований чертежа, включая технические условия, при наименьших затратах времени и наименьшей себестоимости. При разработке т/п решаются следующие задачи:
изучается рабочий чертеж детали, производится анализ на технологичность;
определяется тип производства;
выбирается метод получения заготовки;
решается вопрос об использовании типовых т/п;
выбирается последовательность обработки детали: технолог может положить в основу метод концентрации или дифференциации обработки;
выбираются установочные базы;
определяется место т/о в т/п;
производится подробная разработка всех станочных операций и оформление технологической документации.
Принимается наиболее экономически приемлимый вариант т/п.
Анализ чертежа детали заключается в изучении рабочего чертежа и техтребований. Процесс изучения чертежа неразрывно связан с анализом на технологичность, в результате которого упрощается конструкция детали и уменьшается трудоемкость ее изготовления.