9. Понятие о базировании и виды баз. Правило шести точек. Примеры базирования.
Каждая деталь имеет множество поверхностей, которые, в зависимости от назначения, можно подразделить:
основные поверхности – поверхности, при помощи которых определяется положение данной детали в изделии;
вспомогательные поверхности – поверхности, при помощи которых определяется положение присоединительных деталей относительно данной;
свободные поверхности – поверхности, которые не соприкасаются с поверхностями других деталей.
При мехобработке заготовок на станках требуется определенное положение детали относительно р.и. и станка. Данная задача решается назначением соответствующих баз или базированием.
Базы – поверхности или сочетание поверхностей, линий, точек и их совокупности, принадлежащие заготовке и используемые для базирования. Базы бывают конструкторские, сборочные, технологические и измерительные. Конструкторская база – база, используемая для определения положения детали в изделии. Сборочная база - база, по отношению к которой фактически ориентируются другие детали изделия. Для обеспечения наиболее широких допусков на размеры, без изменения точности, необходимо совместить сборочные и измерительные базы. Измерительная база – база, используемая для определения относительного положения поверхности и средств измерения. Под измерительной базой понимают поверхность, линию или точку, от которой производится измерение размеров. Технологическая база – база, относительно которой ориентируется обрабатываемая поверхность на данной операции. В зависимости от способа применения базирующих поверхностей в процессе обработки они делятся на: 1) опорные; 2) настроечные; 3) поверочные.
Опорные базирующие поверхности детали – поверхности, которые непосредственно соприкасаются с установочными поверхностями приспособления или станка.
Настроечные - поверхности, по отношению к которым ориентируются другие обрабатываемые поверхности на данной детали.
Поверочные – поверхности, по которым происходит выверка положения детали на станке или установка р.и.
По значению для готового изделия технологические базы делятся на: основные и вспомогательные базы.
Основная технологическая база – поверхность детали, которая служит для установки детали при обработке, и сопрягаются с другой деталью совместно работающей в собранном изделии.
Вспомогательная технологическая база – поверхность, которая служит только для установки деталей при обработке и не оказывает никакого влияния на работу данной детали в машине.
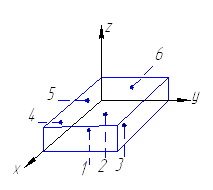
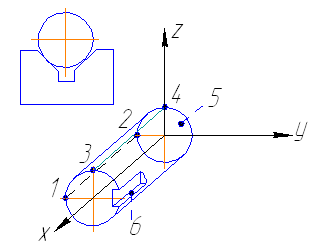
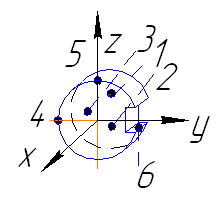
ПРАВИЛО 6 – ти ТОЧЕК. В течение всего времени обработки заготовка должна сохранять определенное положение на станке относительно инструмента. Для этого нужно исключить 6 степеней свободы: 3х поступательных движений и 3х вращательных движений. Лишение всех степеней свободы достигается установкой детали на 6 опорных точек в 3х взаимно перпендикулярных плоскостях. Эти три плоскости представляют из себя совокупность трех баз, называемых комплектом баз и образующих координатную систему заготовки.