

5.6.1. Выбор кривой затылования фрезы
Кривая затылования – это траектория движения режущей кромки затыловочного резца или шлифовального круга в системе координат фрезы.
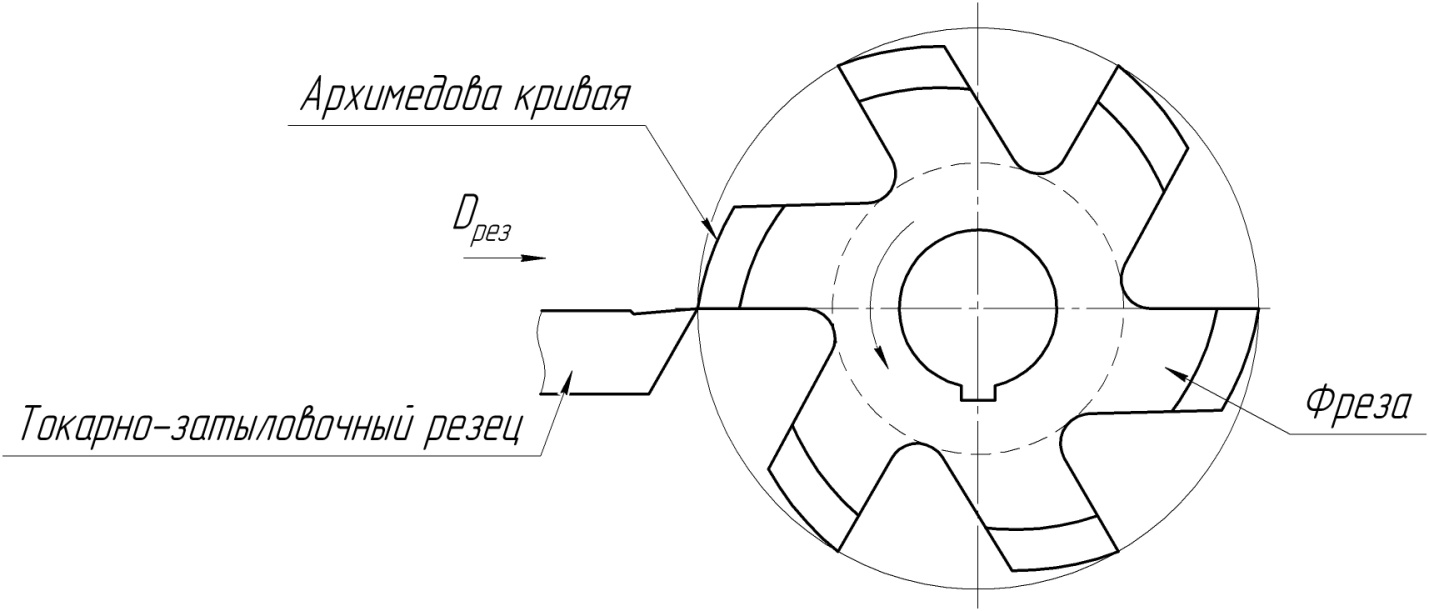
Рис. 5.14

Рис. 5.15
При переточках затылованной фрезы высота профиля должна сохранятся постоянной. Чтобы обеспечить это требование, для затылования инструмента могут быть выбраны следующие кривые:
логарифмическая спираль
архимедова спираль
прямая
У всех этих кривых имеется конхоида – геометрическое место точек, равноудалённых по радиусу – вектору от заданной кривой.
Кривая затылования должна удовлетворять двум условиям:
при переточках фрезы по передней поверхности профиль режущей кромки должен оставаться постоянным;
при переточках фрезы по передней поверхности задний угол αв должен оставаться постоянным.
Обоим этим требованиям удовлетворяет логарифмическая спираль, которую на практике не применяют из-за следующих недостатков:
1) сложность реализации этой кривой;
2) для образования одних и тех же задних углов вершины зубьев для разных диаметров фрез нужны разные по величине затыловочные кулачки. Архимедова спираль обеспечивает выполнение первого требования(сохранение профиля фрезы), но не обеспечивает выполнения второго требования (сохранение постоянного заднего угла).
На практике в основном применяется затылование по архимедовой спирали т.к. она проста в реализации. Её выполнение обеспечивается сочетанием двух равномерных движений (радиальное движение токарно-затыловочного резца или шлифовального круга одновременно согласованное с ним вращение обрабатываемой фрезы вокруг своей оси). Для
5.6.2. Геометрия затылованного по Архимедовой спирали зуба фрезы с одинарным затылованием (нешлифованный зуб). Связь величины падения затылка к с величиной заднего угла αв.
[12] – архимедова кривая,
[23] – называется величиной падения затылка (К),
a1 - угол на вершинке. Найдём связь между a1 и К.

Рис. 5.16
Треугольник 123 с некоторыми допущениями можно как прямоугольный.

Катет 12 = pda/z
z – число зубьев.
Следовательно K· z /pda = tg aв, следовательно:
a1 = arctg (K · z / pda ) и K = (tg aв pda ) / z
Этими формулами можно пользоваться для нахождения К по aв или aв по К. Рассчитанные значения К округляют до кратности 0,5 мм (т.к. стандартные значения кулачков, прилагаемых к токарно-затыловочному станку изменяются через 0,5 мм), с последующим уточнением aв.
[04] – произвольное сечение,
Угол E стремится к K,
Угол j стремится [56], следовательно [56] = (К*j) / Е = К·d.
[78] – конхоида – геометрическое место точек равноудалённых по радиусу от другой кривой [12].
Стандартные значения кулачков, прилагаемых к токарно-затыловочному станку изменяются через 0,5 мм, т.е. дают величину падения затылка следующего ряда:
К = 2; 2,5; 3; 3,5;…
Эти значения указываются на рабочих чертежах фрез.
Высота зуба Н при одинарном затыловании:
Из рис. 5.16 видно, что высота Н складывается из следующих расстояний
Н = 23+32+ R + (1…5) мм = K + h + R + (1…5) мм,
Недостатки фрез с одинарным затылованием:
1.Т.к. эти фрезы перетачиваются по передней поверхности, то на задней поверхности остаётся обезуглероженный дефектный слой, который существенно снижает стойкость фрезы.
2.Задний угол в главной секущей плоскости зависит от угла профиля в рассматриваемой точке и диаметра, на котором она расположена. Т. е. Условия резани в различных точках
режущей кромки не одинаковы.
Из вышесказанного следует, что затылованные фрезы с одинарным затылованием имеют относительно низкую стойкость, но легко перетачиваются, поэтому их применение целесообразно в условиях единичного и мелкосерийного производства.