

Складские запасы изделий
Стои, тыс. ð. |
90-100 |
80-90 |
70-80 |
60-70 |
50-60 |
40-50 |
30-40 |
20-30 |
10-20 |
0-10 |
Итого |
Число, тыс шт. |
0,2 |
0,3 |
0,5 |
0,5 |
0,8 |
1,2 |
1,5 |
2,5 |
5,0 |
12,5 |
25 |
Для проведения АВС-анализа построим таблицу с накоплением до 100% (табл.4).
И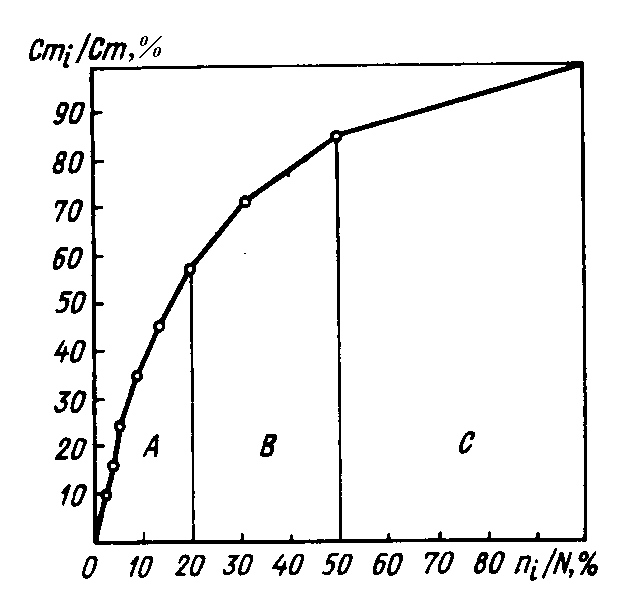 мея
табл.4, строим диаграмму Парето (рис.15)
мея
табл.4, строим диаграмму Парето (рис.15)
Рис. 15. Диаграмма Парето
Кривая Парето получилась сравнительно плавной из-за наличия большого числа групп.
Согласно табл.4 и рис.15:
на долю наиболее дорогих изделий (стоимость от 30 тыс. до 100 тыс. р. за одно изделие) первые 7 строк таблицы , составляющих 20% общего числа изделий, приходится 56,7% общей стоимости всей готовой продукции;
на долю самых дешевых изделий последняя строка таблицы , составляющих 50% от всего количества изделий на складе, приходится 13,3% от общей стоимости.
Назовем группу изделий стоимостью от 30 тыс.р. до 100 тыс.р. группой А; группу самых дешевых изделий до 10 тыс.р. (последняя строка табл.4) ‑ группой С; промежуточную группу, стоимость которой 30% (86,7-56,7) (восьмая и девятая строка) ‑ группой В.
Данные сведем в табл. 5.
Таблица 5
Таблица АВС-анализа складского запаса изделий
Группа |
Относ частот кол изд в гр, % |
Относит.стоим изд в группе, % |
À |
20 |
56,7 |
 |
30 |
30 |
Ñ |
50 |
13,3 |
Теперь ясно, что контроль изделий на складе будет эффективнее в том случае, если контроль изделий группы А будет самым жестким, а контроль изделий группы С ‑ упрощенным.
АВС-анализ широко применяется для контроля за производительностью труда, контроля денежных сумм, связанных со сбытом и т.д.
Если, например, АВС-анализ применить для случая, изображенного на рис.13, получим: А ‑ сборочные операции; В ‑ фотолитография; С ‑ прочие технологические операции изготовления ИС.
37. Виды статистического контроля эс
Статистический контроль - это процесс установления соответствия между состоянием объекта и заданными на него нормами.
Контролем охватываются все этапы производства ЭС. В зависимости от стадии “жизни” изделия различают производственный и эксплуатационный контроль.
Производственный контроль, т.е. статистический контроль на стадии производства, охватывает все вспомогательные, подготовительные и технологические операции. В зависимости от места в цепи ТП производственный контроль подразделяют на входной, операционный и приемочный.
Входной контроль - контроль продукции поставщика, поступившей к заказчику и предназначенной для использования при изготовлении, ремонте или эксплуатации ЭС. Материалы, полуфабрикаты, комплектующие изделия подвергаются входному контролю на соответствие требованиям НТД.
Операционный контроль - контроль продукции после завершения определенной операции.
Приемочный контроль - контроль готовой продукции по окончании всех технологических операций.
Эксплуатационный контроль - контроль, осуществляемый на стадии эксплуатации ЭС.
Статистический контроль в основном базируется на контроле фактических значений параметров качества и сравнении их значений с запланированными по НТД. Поэтому он называется часто параметрическим контролем.
Перечисленные виды контроля могут быть сплошными (100%) и выборочными.
Контроль по количественному признаку - регистрация точных числовых значений измеряемых параметров качества.
Контроль по качественному признаку - выделяются категории, к которым принадлежат контролируемые изделия. Частным случаем контроля по качественному признаку является контроль по альтернативному признаку - когда производится разбиение продукции на годную и негодную.
Летучий контроль - выборки для контроля изымаются из потока изделий в случайное время. Внезапность.