

Министерство образования Российской Федерации
НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра Детали машин и тмм зубчатые и червячные передачи
Часть I. Проектировочный расчет
Методические указания к курсовому проекту
по деталям машин для студентов
машиностроительных специальностей
всех форм обучения
4-е издание, переработанное
Нижний Новгород
2001
Составители А.А. Ульянов, Ю.П. Кисляков, Л.Т. Крюков
УДК 621.833: 539.4 (075.5)
Зубчатые и червячные передачи. ЧI: Проектировочный расчет: Метод. указания
к курсовому проекту по деталям машин для студентов машиностроительных спец. всех форм обучения.- 4-е изд., перераб. / НГТУ; Сост.: А.А. Ульянов,
Ю.П. Кисляков, Л.Т. Крюков - Н. Новгород, 2001. – 31 с.
Научный редактор Н.В. Дворянинов
Редактор И.И. Морозова
Подп. к печ. Формат 60х841/16. Бумага газетная.. .
Печать офсетная Печ. л. 2. Уч.- изд. л. . Тираж 1000 экз. Заказ .
Нижегородский государственный технический университет.
Типография НГТУ,. 603600, .Н. Новгород, ул. Минина, 24.
© Нижегородский государственный
технический университет, 2001
ВВЕДЕНИЕ
В данной работе приведены методические указания по проектировочному расчету цилиндрических и конических зубчатых передач, а также червячных передач с цилиндрическими червяками.
Настоящие указания являются 4-м переработанным изданием методи-ческих указаний кафедры 1991 года. Основаниями для переработки послужили ГОСТ 21354-87 [1] и методики расчетов, изложенные в [2]…[5].
Проектировочные расчеты являются ориентировочными, служат для предварительного определения размеров передач и не могут заменить проведения окончательных проверочных расчетов на прочность.
1. Материалы и термообработка
1.1. Зубчатые передачи
1.1.1. Основной материал - термически обработанные стали с содержанием углерода 0,1…0,6 %.
1.1.2. В зависимости от твердости поверхностей зубьев зубчатые колеса разделяют на три группы:
а) мягкие - с твердостью поверхности Н 350 НВ (обычно 163…302 НВ – после нормализации или улучшения);
б) твердые – 350 НВ < Н < 56 HRCЭ (обычно 40…56 HRCЭ – закаленные)
в) высокотвердые – Н > 56 HRCЭ (обычно 56…63 HRCЭ – цементированные, нитроцементированные, азотированные).
1

1.1.4. Мягкие зубчатые переда-чи хорошо прирабатываются. С увеличением твердости активных поверхностей зубьев, а также окружной скорости прирабатываемость зубчатых колес снижается.
Для ускорения прирабатывае-мости зубьев и повышения несущей способности рекомендуют для передач :
а) прямозубых
Н1m – H2m > 25 HB;
б
Рис.1.1.
Соотношение твердостей HB,
HRCЭ,
HV
Н1m – H2m > 100 НВ,
где Н1m , H2m – средние твердости поверхностей зубьев.
` 1.1.5. При Н 350 НВ чистовое нарезание зубьев производят после термообработки, что позволяет получать высокие степени точности без применения дорогих отделочных операций.
1.1.6. Зубья с твердостью Н 350 НВ нарезают до термообработки, после которой подвергают отделочным операциям (обкатке, шлифованию, полиро-ванию, притирке и т.д.)
Твердые и высокотвердые зубья – плохо прирабатывающиеся. Для них принимают Н1m Н2m и применяют в массовом и крупносерийном производ-ствах для снижения габаритов и массы передачи.
1.1.7. Основные виды термо и химико – термических упрочнений зубча-тых колес :
а) нормализация – нагрев выше критической температуры с охлажде-нием на воздухе; применяется для колес больших размеров, во вспомогате-льных механизмах и с ручным приводом.
б) закалка – нагрев выше критической температуры ацетиленовым пламенем или токами высокой частоты (закалка ТВЧ), выдержка и охлаждение с определенной скоростью (в воде, в масле и т.п.).
Объемная закалка не сохраняет вязкой сердцевину и вытесняется поверх-ностными методами упрочнения.
Поверхностная закалка ТВЧ широко применяется для средненапря-женных передач и скоростей до 12,5 м/с; должна проводиться с охватом впадин зубьев и целесообразна для шестерен в паре с улучшенными колесами;
в) улучшение – закалка с высоким отпуском до t0 = 550…650 0С с целью снижения внутренних напряжений и повышения пластичности; применяют при отсутствии жестких требований к габаритам и массе передачи в мелкосерийном и единичном производствах;
г) цементация (56…63 HRCЭ) – диффузионное насыщение углеродом при t0 = 900…950 0С поверхностного слоя низкоуглеродистой стали на глубину 1…2 мм с последующими закалкой и низким отпуском (до 250 0С);
д) нитроцементация (56…64 HRCЭ) – насыщение поверхности угле-родом и азотом в газовой среде; требует дорогого оборудования;
е) азотирование (до 750…900 HV) – насыщение поверхности азотом на глубину 0,3…0,6 мм; минимальное искажение формы зубьев, не требует отде-лочных операций (например, для колес с внутренними зубьями); рекомендуют для высокоскоростных и высокоточных передач.
1.1.8. При любом способе получения высокотвердой поверхности зубьев твердость сердцевины не должна превышать 40…45 HRCЭ.
1.1.9. В целях унификации материалов в многоступенчатых редукторах рекомендуют для всех ступеней сохранять одно и то же сочетание марок сталей шестерни и колеса, а разные механические характеристики поверхностей зубь-ев получать за счет изменения режимов термо – или химико – термической обработки.
1.1.10. Зубчатые колеса больших размеров ( da 500 мм ) изготавливают литыми из стали и чугуна или бандажированными (из центра и зубчатого венца
1.1.11. Выборка марок сталей для курсового проекта и механические характеристики зубьев в зависимости от термообработки приведены в табл. 1.1.
Таблица 1.1. Характеристики механических свойств сталей зубчатых колес
|
|
|
|
|
|||||||||
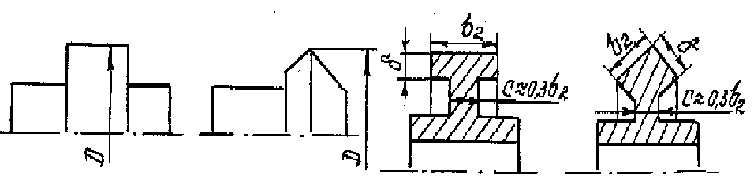
D = da + 6 мм |
D = dae + 6 мм |
S = c или S = = 2,2 m + 0,05b2 |
S = c или S = = 2,5 mte + 2 мм |
|
|||||||||
Марка стали |
Размеры, мм, не более
|
Термо-обработка |
Механические свойства |
Отнси- тель-ная стои-мость |
|
||||||||
|
|
твердость |
|
||||||||||
в, МПа |
т, МПа |
НВ cердце- вины |
HRCЭ повер- хности |
|
|||||||||
|
D |
S |
|
|
|
|
|
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|||||
35 |
любые |
нормализация |
550 |
270 |
163 - 192 |
--- |
|
||||||
45 |
любые |
нормализация |
600 |
320 |
179 - 207 |
--- |
1,0 |
||||||
45 |
125 |
80 |
улучшение |
780 |
540 |
235 - 262 |
--- |
|
|||||
45 |
80 |
50 |
улучшение |
890 |
850 |
269 – 302 |
--- |
|
|||||
40Х |
200 |
125 |
улучшение |
790 |
640 |
235 – 262 |
--- |
|
|||||
40Х |
125 |
80 |
улучшение |
900 |
750 |
269 – 302 |
--- |
1,3 |
|||||
40Х |
125 |
80 |
закалка ТВЧ |
900 |
750 |
269 – 302 |
45 – 50 |
|
|||||
35ХМ |
315 |
200 |
улучшение |
800 |
670 |
235 – 262 |
--- |
|
|||||
35ХМ |
200 |
125 |
улучшение |
920 |
790 |
269 – 302 |
--- |
1.5 |
|||||
35ХМ |
200 |
125 |
закалка ТВЧ |
920 |
790 |
269 – 302 |
48 – 53 |
|
|||||
40ХН |
315 |
200 |
улучшение |
800 |
630 |
235 – 262 |
--- |
|
|||||
40ХН |
200 |
125 |
улучшение |
920 |
750 |
269 – 302 |
--- |
2,0 |
|||||
40ХН |
200 |
125 |
закалка ТВЧ |
920 |
750 |
269 – 302 |
48 – 53 |
|
|||||
45ХЦ |
315 |
200 |
улучшение |
830 |
660 |
235 – 262 |
--- |
|
|||||
45ХЦ |
200 |
125 |
улучшение |
950 |
780 |
269 – 302 |
--- |
1,8 |
|||||
45ХЦ |
200 |
125 |
закалка ТВЧ |
950 |
780 |
269 – 302 |
50 - 56 |
|
|||||
20ХНМ |
200 |
125 |
цементация |
1000 |
800 |
300 – 400 |
56 – 63 |
2,0 |
|||||
12ХН3А |
200 |
125 |
цементация |
1000 |
800 |
300 – 400 |
56 – 63 |
2,4 |
|||||
25ХГНМ |
200 |
125 |
цементация |
1000 |
800 |
300 – 400 |
56 – 63 |
1,8 |
|||||
18ХГТ |
200 |
125 |
нитроцементац |
1000 |
800 |
300 – 400 |
56 – 63 |
1,2 |
|||||




Окончание табл.1.1 |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
40ХНМА |
125 |
80 |
азотирование |
980 |
780 |
269 – 302 |
50 – 56 |
3,0 |
38ХМЮА |
125 |
80 |
азотирование |
1000 |
850 |
269 – 302 |
850 –900 HV |
2,5 |
35Л |
любые |
нормализация |
550 |
270 |
163 – 207 |
--- |
|
|
45Л |
315 |
200 |
улучшение |
680 |
440 |
207 – 235 |
--- |
|
50ГЛ |
315 |
200 |
улучшение |
850 |
600 |
235 – 262 |
--- |
|
Примечания: 1. При поверхностном упрочнении зубьев механические характеристики сердцевины зуба определяются предшествующей термообработкой – улучшением. Исключение – зубья с модулем m 3 мм, подвергаемые закалке ТВЧ, которые прокаливаются насквозь. 2. Стали поставляются в виде поковок или проката, кроме 35Л, 45Л, 50ГЛ, которые поставляют в виде отливок. |
||||||||