

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОСТРОМСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра технологии художественной обработки материалов и технического сервиса
КУРСОВАЯ РАБОТА:
«Изготовление изделия обработкой давлением»
Вариант №8
ВЫПОЛНИЛ: Студент группы10-ТМ-3а
Лычагин А.В.
ПРОВЕРИЛ: Калашник В.П.
Кострома 2011
Задание:
Определить параметры гибки стальной скобы вида (рис.1) с размерами, приведенными в (табл. 1) и (табл.2):
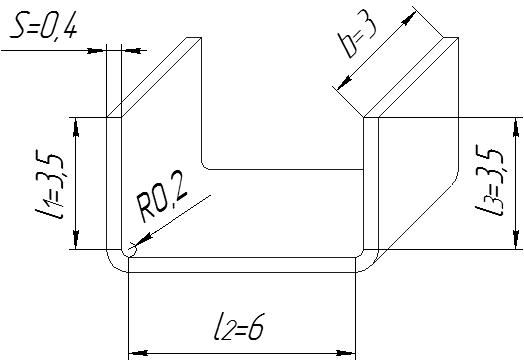
Рисунок 1
Таблица 1
№, п/п |
S, мм |
b, мм |
l1, мм |
l2, мм |
l3, мм |
r, мм |
Материал |
Требуется точно выдержать размер |
8 |
0,4 |
3 |
3,5 |
6 |
3,5 |
0,2 |
Платина Pt-Jr20 |
Наружний h12 |
Таблица 2
Материал |
|
|
|
Платина Pt-Jr20 |
988 |
2,5 |
|
 ,
МПа
,
МПа ,
%
,
% ,
%
,
%
Д вухугловая гибка:
Рисунок 2
Введение.
Гибка – технологическая операция листовой штамповки, в результате которой из плоской или изогнутой заготовки при помощи штампов получается изогнутая пространственная деталь. Гибка может производиться одновременно и с другими операциями – отрезкой, вырубкой, пробивкой. Гибка может быть одноугловой, двухугловой, четырехугловой, многоугловой, круговой.
Гибка выполняется на кривошипных и гидравлических прессах, валковых листогибочных машинах, специальных профилегибочных машинах для гибки с растяжением, а также на универсально – гибочных автоматах.
В машиностроении наиболее широко выполняют гибку в штампах, установленных на кривошипных прессах.
Гибка
– одна из наиболее распространённых
слесарных операций. Её применяют для
придания заготовке изогнутой формы по
заданному контуру. В процессе гибки
металл подвергается одновременному
действию растягивающих и сжимающих
сил, поэтому при гибке необходимо
учитывать механические свойства металла,
его упругость, степень деформирования,
толщину, форму и размеры сечения
заготовки, углы и радиусы изгиба детали.
В процессе гибки, пластическая деформация
сосредотачивается на узком участке,
контактирующем с пуансоном, в то время
как участки, образующие полки детали,
деформируются упруго. В зоне пластических
деформаций наружные слои растягиваются,
а внутренние (обращённые к пуансону)
сжимаются. У середины заготовки (по
толщине) находят слои, деформация которых
равна нолю. Из сказанного следует, что
с достаточной степенью точности размеры
заготовки для детали, получаемой гибкой,
можно определять по условию равенства
длин заготовки и детали по средней
линии. Деформация растяжения наружного
слоя и сжатия внутреннего увеличивается
с уменьшением радиуса скругления
рабочего торца пуансона. Деформация
растяжения наружного слоя не беспредельна,
и при определённой её величине может
начаться разрушение заготовки с
образованием трещин, идущих от наружной
поверхности в толщу заготовки. Это
обстоятельство ограничивает минимальные
радиусы, исключающие разрушение
заготовки. В зависимости от пластичности
материала заготовки
 .
.
На минимальный радиус оказывают влияние расположение линий изгиба относительно направления прокатки (волокон макроструктуры), наличие и величина заусенцев. Линию изгиба желательно располагать так, чтобы растяжение при гибке происходило в направлении волокон макроструктуры и чтобы заусенцы, образующиеся при вырубке, были минимальными и по возможности располагались в зоне сжатия.
При
снятии внешних сил, вызывающих изгиб
заготовки, растянутые слои стремятся
сжаться, а сжатые слои – удлиниться.
Благодаря этому при разгрузке имеются
углы между полками (пружинение при
гибке). Угол между полками при разгрузке
изменяется зависимости от механических
свойств (отношение предела текучести
к модулю упругости), от
 и угла
и угла
 и увеличивается с увеличением этих
параметров.
и увеличивается с увеличением этих
параметров.
Углы пружинения уменьшаются при гибке с подчеканкой (когда полки заготовки с определённой силой сжимаются между соответствующими плоскостями пуансона и матрицы), а также при приложении сжимающих или растягивающих сил, действующих вдоль оси заготовки. В последнем случае можно устранить зону растяжения или сжатия в очаге пластических деформаций. При разгрузке все слои заготовки будут или растягиваться, или сжиматься, что и уменьшит угловые деформации.
При гибке в штампах можно одновременно изменять кривизну на нескольких участках по длине заготовки, оставляя другие участки прямолинейными, в некоторых случаях (получение втулок) пластические деформации при гибке могут охватывать всю заготовку.
Детали, изготовленные в нескольких плоскостях, обычно изготавливают последовательным деформированием заготовки в нескольких штампах. В этих случаях гибке может подвергаться пространственная заготовка, полученная на предыдущих переходах. При гибке пространственных (неплоских, профильных) заготовок минимальный радиус изгиба определяется не только возможностью разрушения заготовок, но и образованием складок в отдельных участках изгибаемой заготовки (потеря устойчивости)
Гибка в штампах находит применение во всех отраслях производства, связанных с изготовлением металлических деталей. Особенно большое применение она находит в таких отраслях, как автомобильной промышленности, самолетостроение, в оборонной промышленности, в ювелирной промышленности, приборостроении, при изготовлении предметов домашнего обихода и т. д.
Достоинства метода:
1. Высокая точность штампуемых деталей, обеспечивающая их взаимозаменяемость.
2. Возможность изготовления деталей с минимальной металлоемкостью, которую нельзя получить другими способами металлообработки.
3. Сравнительную простоту механизации и автоматизации процессов гибки в штампах.
4. Сравнительно высокую производительность труда даже при ручной подаче заготовок.
5. Приспособляемость к масштабам производства.
6. Относительно небольшой отход металла.
7. Возможность получения различных и оптимальных механических свойств в разных участках деталей, получаемых гибкой.
Размеры заготовки при гибке.
Размеры заготовки при гибке определяют путем развертки изогнутой детали. Длину изогнутых участков принимают равной длине нейтральной линии. При этом учитывается, что нейтральная линия не проходит в середине сечения, а смещена к внутренней стороне угла. Радиус нейтральной линии определяется по формуле:
 ,
где
,
где
 – радиус
нейтральной линии в мм,
– радиус
нейтральной линии в мм,
 –
внутренний
радиус гибки в мм,
–
внутренний
радиус гибки в мм,
 -
толщина материала (берется из табл.1) в
мм,
-
толщина материала (берется из табл.1) в
мм,

Таблица 3
– коэффициент, находится из соотношения по табл.3;
по табл.3;
|
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,3 |
|
0,37 |
0,38 |
0,4 |
0,41 |
0,42 |
0,43 |

 ,
тогда подставляем все в общее уравнение
,
и получаем, что
,
тогда подставляем все в общее уравнение
,
и получаем, что

Затем найдем длину заготовки, по следующей формуле:
 ,
подставляя значения переменных в
формулу, получаем, что
,
подставляя значения переменных в
формулу, получаем, что
 .
.
Расположение заготовок на полосу.
Лист длиной 100 мм и шириной 20 мм. Материал листа – Платина Pt-Ir20
Способ №1.
На листе 7 полос размером 14х20 мм. Заготовка размером 14х3 мм. Общее число заготовок на листе равно 42 (число полос умножаем на число заготовок в полосе, т.е. 6х7 = 42). Рассчитаем коэффициент (в %) использования материала:
 ,
где
,
где
 – площадь
детали,
– площадь
детали,
 – число
деталей,
– число
деталей,
 – ширина
и длина листа (ленты);
– ширина
и длина листа (ленты);
Подставляем
все исходные данные в формулу
 и получаем следующий результат:
и получаем следующий результат:
 ,
,
затем рассчитаем коэффициент отхода материала по следующей формуле:
 .
.
Способ №2.
На листе 33 полосы размером 3*100 мм. Заготовка размером 3*14 мм. Общее число заготовок на листе равно 33 (число полос умножаем на число заготовок в полосе, т.е. 1х33 = 33). Рассчитаем коэффициент (в %) использования материала:
, где
– площадь детали,
– число деталей,
– ширина и длина листа (ленты);
Подставляем все исходные данные в формулу и получаем следующий результат:
 ,
,
затем рассчитаем коэффициент отхода материала по следующей формуле:
 .
.
Усилие гибки.
Наименьшее
усилие гибки будет при горизонтальном
положении заготовки в начале гибки,
наибольшее – в конце гибки, когда
приближается к 90° и
 =1.
(см рис.2)
=1.
(см рис.2)
Усилие гибки с учетом трения равно:
 ,
где
,
где
с – коэффициент из табл.4
– временное сопротивление разрыву
 –
относительное
удлинение материала при растяжении
образца в момент образования шейки;
–
относительное
удлинение материала при растяжении
образца в момент образования шейки;


 .
.
Таблица 4
Длина
изгибаемой полки
|
Толщина материала , мм |
|||||||||||||
До 0,5 |
0,5 – 2,0 |
2,0 – 4,0 |
4,0 – 7,0 |
|||||||||||
|
|
|
, мм |
, мм |
|
, мм |
, мм |
|
, мм |
, мм |
|
|||
10 |
6 |
3 |
0,1 |
10 |
3 |
0,1 |
10 |
4 |
0,08 |
- |
- |
- |
||
20 |
8 |
3 |
0,1 |
12 |
4 |
0,1 |
15 |
5 |
0,08 |
20 |
8 |
0,06 |
||
35 |
12 |
4 |
0,15 |
15 |
5 |
0,1 |
20 |
6 |
0,08 |
25 |
8 |
0,06 |
||
 ,
мм
,
мм ,
мм
,
мм ,
мм
,
мм
Гибка с пружинным выталкивателем, применяется для получения плоского дна, усилие гибки следует увеличить на 25-30%.
 ,
,
 .
.
Усилие правки при гибке.
Если деталь после гибки подвергается правке, то, поскольку правка следует после гибки и не совпадает с ней по времени, усилие, необходимое для правки, Рпр определяем по формуле:
 ,
где
,
где
 -
давление правки при гибке, МПа (берется
из справочника),
-
давление правки при гибке, МПа (берется
из справочника),
 – площадь
проекции контактной поверхности детали
на плоскость, нормальную направлению
перемещения пуансона,
– площадь
проекции контактной поверхности детали
на плоскость, нормальную направлению
перемещения пуансона,
 ;
;
 ,
,
 ,
,
 .
.
Работа гибки.
Работу, затрачиваемую при гибке, можно определить с достаточной для практики степенью точности из выражения:
 ,
где
,
где
 –
работа
гибки в Дж,
–
работа
гибки в Дж,
 –максимальное
усилие гибки в Н,
–максимальное
усилие гибки в Н,
 – величина
полного
перемещения пуансона в матрицу
(активная
высота) в мм,
– величина
полного
перемещения пуансона в матрицу
(активная
высота) в мм,
 – глубина
матрицы в мм,
– глубина
матрицы в мм,
 –
минимальный
радиус гибки;
–
минимальный
радиус гибки;
При слишком малом внутреннем радиусе гибки (радиусе закругления пуансона) может произойти разрыв наружных волокон материала. Поэтому минимальный радиус гибки должен быть установлен по предельно допустимым деформациям крайних волокон. Минимальный радиус гибки можно определить по приближенной формуле:
 ,
где
,
где
- относительное сужение поперечного сечения образца при испытании на растяжение;
Из таблицы берем минимальный радиус гибки для материала платины:
 ,
,
 ,
,
 ,
,
 ;
;
 ,
,
 .
.