

Вопрос 11. Виды движения предметов труда в производстве
При последовательном виде движения каждая последующая операция начинается после окончания обработки всей партии деталей на предыдущей операции. Общая продолжительность такого технологического цикла равна сумме времени выполнения простых операций. Рассмотрим ситуацию на следующем примере: количество деталей в партии (n) - 3; количество технологических операций (m) - 5 с длительностями выполнения каждой операции – t1 = 3 мин, t2 = 2 мин, t3 = 5 мин, t4 = 1 мин, t5 = 2 мин. Формулы длительности получаются из графического построения технологического цикла (см. рис. 1.6):
![]()
n - размер партии;
ti - нормам времени на i-ую операцию;
ci - число рабочих мест (станков) на i-ой операции.
Т.е. для нашего примера длительность цикла = 3*(3+2+5+1+2)=39 (мин).
Последовательный вид движения целесообразен в тех случаях, когда на участке изготавливается широкая номенклатура деталей и производительность на смежных рабочих местах резко различается (что характерно для единичного и серийного типов производства). Этот вид движения удобен для планирования и транспортирования партий деталей с операции на операцию.
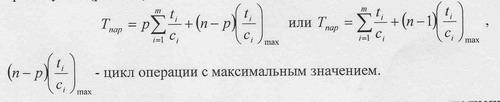
При параллельно-последовательном виде движения детали с операции на операцию передаются как транспортными партиями (р), так и поштучно. При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия деталей обрабатывается на каждой операции без перерывов, т.е. график выполнения операций сдвигается максимально вправо, но при этом сохраняется партия (без разрывов) (см. рис. 1.7).
Как видим, длительность цикла здесь уже меньше, чем при последовательном движении на величину одновременного (параллельного) выполнения отдельных смежных операций. Другими словами: следующая операция начинается ранее, чем наступает полное окончание обработки всей партии на предыдущей операции:

вычитаемое - это суммарная величина совмещения операционных циклов.
Для нашего примера длительность цикла составит: 39-(3-1)*(2+2+1+1)=27 (мин).
При параллельном виде движения отсутствуют перерывы партионности и каждый экземпляр передается на следующую операцию сразу после окончания ее обработки на предыдущей (рис. 1.8):
В нашем примере длительность цикла при параллельном выполнении операций =(3+2+5+1+2)+5*(3-1)=23 (мин).
Наиболее эффективно параллельный вид движения может быть применен при высокой синхронизации операций в массовом потомном производстве.
Важным параметром для всех трех видов движения деталей является время пролеживания одной детали и всех деталей в партии:

Следует отличать длительность технологического цикла и длительность производственного цикла. Производственный цикл всегда продолжительнее технологического на время выполнения контрольных и транспортных операций, время, затрачиваемое на естественные процессы и время различных перерывов. На практике обычно учитывают длительность технологического цикла, время естественных перерывов и время перерывов, не перекрываемых технологическим циклом:

m - количество операций;
tмo - средняя продолжительность одного межоперационного перерыва;
tест - время протекания естественных процессов;
R - коэффициент перевода рабочих дней в календарные (равный отношению числа рабочих дней к числу календарных дней в году);
tсм - продолжительность одной смены, мин;
S - число смен в сутках.