Выбор базовых компоновок
Для выполнения операции обслуживания металлорежущих станков, прессов, литейных машин и т.п. целесообразно создавать специализированные ПР, построенные по агрегатно-модульному принципу. При этом важно рационально выбрать базовую компоновку. При этом можно исходить из следующих соображений:
1) Основное назначение агрегатно-модульной схемы - создание специальных Р для обслуживания определенной группы оборудования
2) Специализированные ПР должны минимальной функциональной избыточностью
3) Базовые компоновки выбираются исходя из анализа схем загрузки технологического оборудования
4) Предпочтение должно отдаваться компоновкам, обеспечивающим больший охват обслуживаемых станков по количеству и типу, меньшую стоимость ПР, прочность, жесткость, надежность и т.д.
Число модулей из которых собирается ПР - должно быть по возможности минимальным.
Анализ зон загрузки станков, показал что все они могут быть условно сведены к 12 основным типам, отличающимися друг от друга только возможностью входа в зону. Возможные направления входа руки в зону загрузки станка, определяются из следующих условий:
1) В качестве траектории могут быть только прямая, дуга и окружность
2) Число степеней подвижности ограничено
3) Последнее движение при установки детали в станок прямолинейное.
Перебором всех этих возможных вариантов с учетом этих ограничений были получены 84 региональных схемы загрузки станков. Эти региональные схемы анализируются на частоту применяемости.
Область применения каждого робота определяется в основном массой и габаритами деталей, серийностью производства, соотношением времени обработки детали и циклом ПР, удобством работы оператора.
Подвесные Р. в основном предназначены для многостаночного обслуживания, при обработке довольно крупных деталей с большим временем обработки. Область применения напольных ПР - комплексы из одного станка, обрабатывающий сравнительно мелкие детали с малым временем обработки.
Основные модули ПР можно определить исходя из анализа базовых компоновок, определяющий принцип - конструктивная самостоятельность модуля.
В группу модулей подвесных ПР входят: монорельс, колонна, каретка, рука с прямолинейным перемещением, рука качающая, рука шарнирная, рука поворотная, ЗУ.
Для компоновки напольных Р. дополнительно вводятся: основание, узел выдвижения и узел поворота.
Определение характеристик модулей, является важнейшим этапом при разработке модульных ПР. При этом следует учитывать:
1) Габариты модульных ПР, определяются габаритами станков, размерами их зон погрузки и схемами расстановки.
2) Размеры сечений рук, определяют исходя из требований к жесткости, которая назначается исходя из той минимальной точности, которой должен обладать ПР, чтобы загрузить деталь в станок
3) Характеристики приводов определяются исходя из условий наибольшего быстродействия.
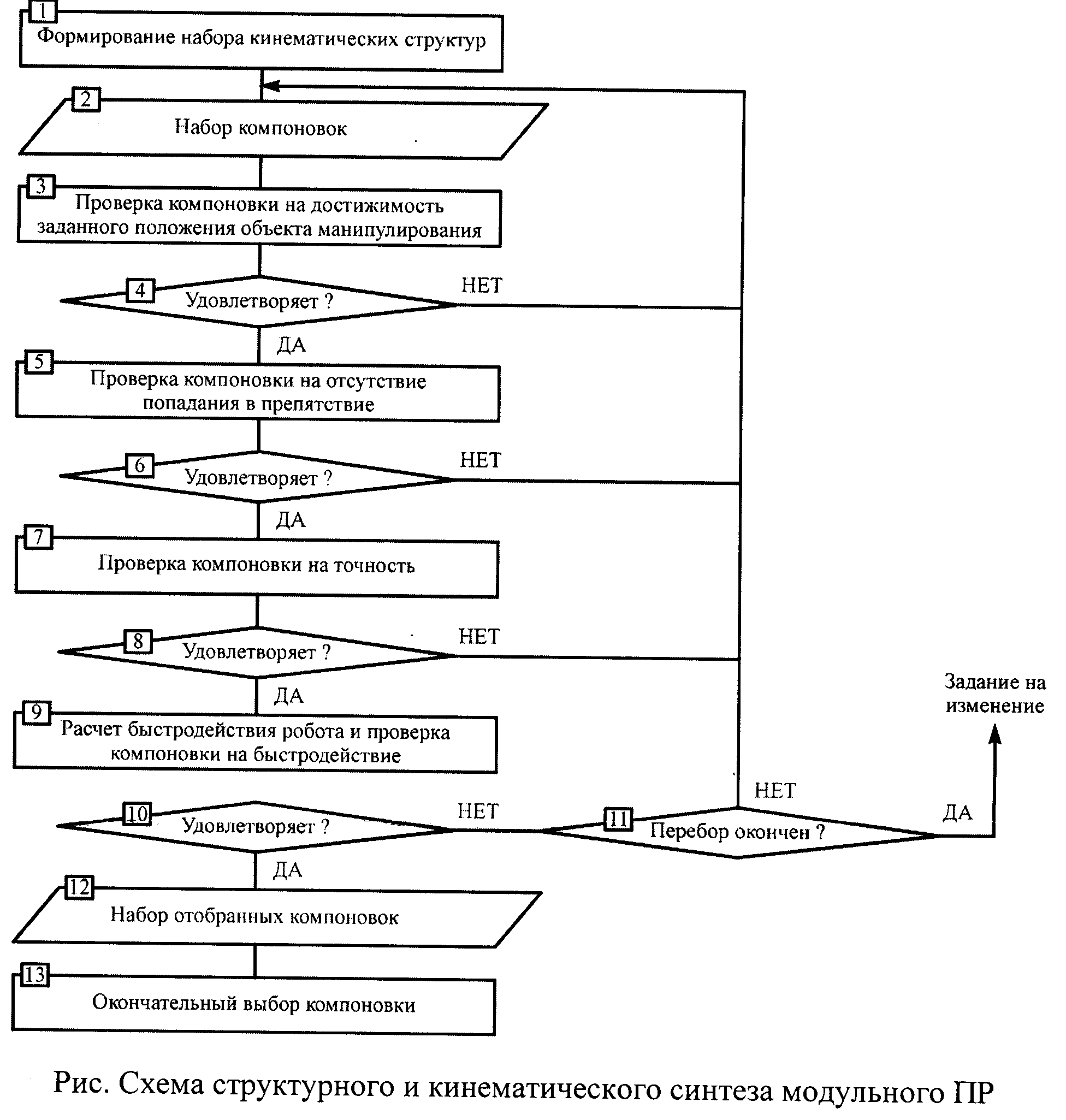
17. Алгоритм структурного и кинематического синтеза компоновок пр агрегатно-модульного типа.
Как правило, система модулей позволяет сформировать большое количество различных компоновок, решающих задачу обслуживания станков заданной ГПС. Однако, с точки зрения производительности, быстродействия,
точности позиционирования, программирования, стоимости изготовления и монтажа эти компоновки будут неравноценны. Ставится задача выбрать из нескольких вариантов возможных компоновок оптимальный.
Проектирование модульного ПР представляет из себя итерационный процесс, схема которого показана на рисунке.