

1.4 Дугова сталеплавильна піч дс-0,5
Дугова сталеплавильна піч ДС-0,5 (рис.1.7) призначена для виплавки конструкційних, якісних та високоякісних сталей. Технічна характеристика печі відповідає ГОСТ 7206-54 (табл. 1.1). Піч має праве управління з струмовідводом до електродів зліва. Нахил електропечі здійснюється вручну, перекочуванням секторів по дотичним поверхням станин на кут 40°.
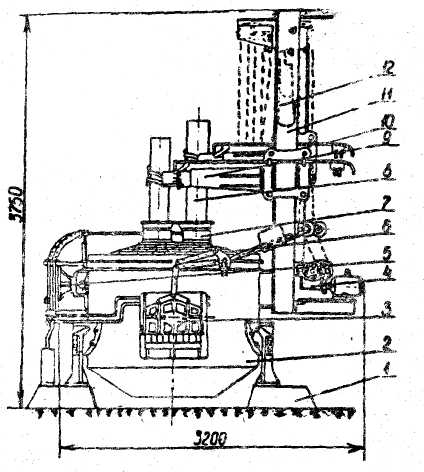
Рис. 1.7 – Дугова електросталеплавильна піч ДС-0,5:
1 – фундамент печі; 2 – кожух; 3 – заслонка робочого вікна; 4 – привод підйому і опускання електродів; 5 – механізм нахилу печі; 6 – склепіння; 7 – економайзер; 8 – електрод; 9 – електродотримач; 10 – струмоподвід; 11 – стійка; 12 – противага.
Робочий простір печі зверху закрито склепінням. Склепіння набирають з вогнетривкої цегли у металевому неохолоджуємому склепінному кільці, яке служить опорою для вогнетривкої кладки аркового сферичного склепіння, виконаного на спеціальному шаблоні із динасової цеглини. Набір склепіння проводиться в суху. У якості температурних швів через кожні 3-4 цеглини прокладають 2-3 міліметрові листи картону або фанери.
Знизу та з боків вогнетривка кладка печі обхвачена металевим кожухом, виконаним з листового заліза, товщиною 10 мм. Схема кладки подини і бічних стін основної печі представлена на рис. 1.8. Набивання основної подини ведеться добре просушеним та нагрітим магнезитовим порошком, який ретельно змішується з 7-8% провареної та обезводненої смоли. Гаряча суміш шарами у 25 мм послідовно, шар за шаром утрамбовується на подину до тих пір, доки ванна та її укіс не приймуть необхідний контур. Увесь процес набивки проводять в один прийом без перерв та охолодження подини.
Зі сторони робочого майданчику в кожусі є отвір для робочого вікна, у якому кріпиться П-образна водоохолоджувана рама. Вікно зачиняється футерованою заслінкою та служить для завантаження шихтових та додаткових матеріалів та контролю за ходом плавки.
Таблиця 1.1 – Технічна характеристика печі ДС-0,5
№ п/п |
Найменування |
Одиниця вимірювання |
Величина |
1 |
Потужність трансформатора |
кВА |
400 |
2 |
Напруга |
В |
213/110 |
3 |
Сила струму |
А |
1085 |
4 |
Число фаз |
- |
3 |
5 |
Частота |
Гц |
50 |
6 |
Місткість печі |
т |
0,5 |
7 |
Діаметр графітованих електродів |
мм |
150 |
8 |
розміри робочого вікна |
мм |
360х250 |
9 |
Хід електродів |
мм |
1000 |
10 |
Максимальний кут нахилу печі |
градус |
40 |
11 |
Витрата води |
м3/година |
3 |
12 |
Тривалість розплавлення |
година |
1,5 |
13 |
Витрата енергії на розплавлення 1 т |
кВт |
650 |
14 |
Витрата графітованих електродів 1000 кВт |
кг |
23 |
15 |
Розмір ванни:
|
мм |
1100 215 |
16 |
Габаритні розміри печі:
|
мм |
3200 2900 3750 |
17 |
Загальна вага печі |
т |
10,6 |
Проти робочого вікна, вище рівня металу та шлаку, розташовано отвір, який служить для сливу продуктів плавки крізь зливний жолоб.
Піч обладнана графітованими електродами діаметром 150 мм, за яким здійснюється підведення струму у робочий простір. Ущільнюючі водоохолоджувані кільця навколо електродів (економайзери) служать для герметизації печі та зберігають електроди від окислення на ділянці електрод-склепіння.
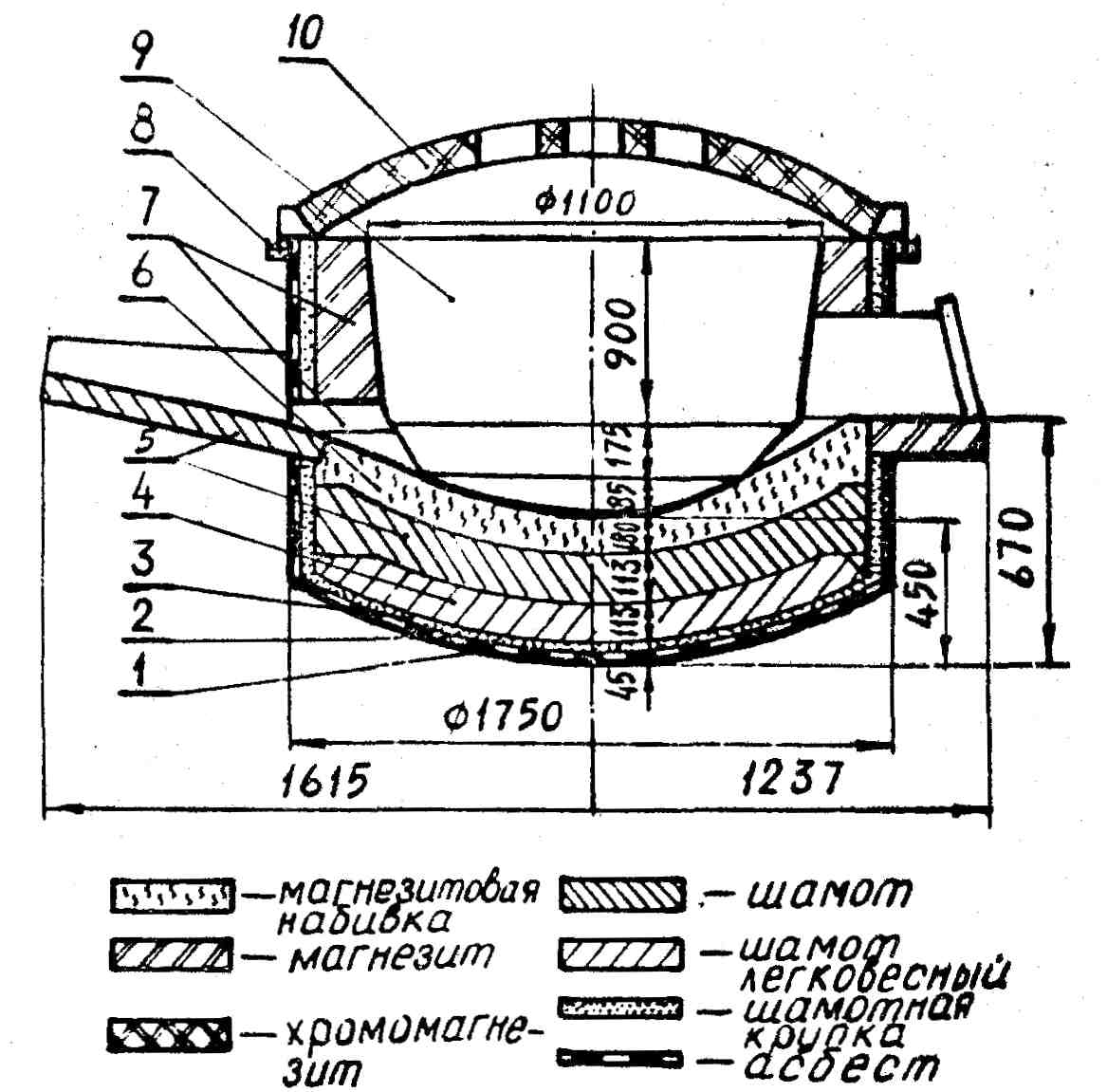
Рис. 1.8 – Дугова стелеплавильна піч ДС-0,5:
1 – кожух печі; 2 – азбестова кладка; 3 – шамотна крупка; 4 – шамотна цегла легковісна (230х113х65); 5 – шамотна цегла (230х113х65); 6 – магнезитова набивка; 7 - магнезитова цегла (230х113х65); 8 – пісочний затвор; 9 – робочий простір; 10 – склепіння хромомагнезитове.
Механізм затиску та переміщення електродів складається з електродотримача та пристроїв, що забезпечують його переміщення у вертикальному напрямі. Електродотримач, який служить для затиску та утримування електроду на заданій висоті та підводу для нього струму, складено з голівки, затискаючого пристрою та рукаву. Рукав з’єднує голівку з кареткою, яка переміщується на роликах по нерухомій вертикальній стійці. Електрод в голівці електродотримача затискується за допомогою клину. Голівка, яка виконується з міді, кріпіться к кінцю рукава електродотримача та електрично ізолюється від нього. Струм до голівки підводиться за допомогою водоохолоджуваних труб, які кріпляться на ізоляторах на верхній поверхні рукава. Рухомі частини механізмів обладнані противагами, які зменшують потужність електромеханічних приводів.
Струмопідвід від трансформатору до головки електродотримача називається короткою мережею.
Регулювання режиму електроплавки здійснюється:
перемиканням ступінів напруги вторинної обмотки трансформатору;
перемиканням витків первинної обмотки трансформатору;
підйомом та опусканням електродів.
Управління та контроль режиму плавки ведеться з пульту управління печі за допомогою перемикача та вимірювальних приладів.