

УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ
«БАРАНОВИЧСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
КАФЕДРА ОБЩЕНАУЧНЫХ ДИСЦИПЛИН
ИНЖЕНЕРНЫЙ ФАКУЛЬТЕТ
Учебно-методический комплекс
для обеспечения
контролируемой самостоятельной работы студентов (КСР)
по учебной дисциплине «Технология материалов»
ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ. РАЗРАБОТКА ОТДЕЛЬНЫХ РЕКОМЕНДАЦИЙ ПО ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ПОКОВКИ МЕТОДАМИ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ.
Барановичи 2011
1 Содержание
Технология обработки металлов давлением. Разработка отдельных рекомендаций по технологии изготовления поковки методами горячей объемной штамповки (4 часа).
2 Информационно-методическая часть
ТЕМА: ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ. РАЗРАБОТКА ОТДЕЛЬНЫХ РЕКОМЕНДАЦИЙ ПО ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ПОКОВКИ МЕТОДАМИ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ.
Цель КСР:
— формирование навыков самообразования в учебной, научной, производственной и управленческой деятельности;
— развитие учебных способностей, умений, навыков и принятия самостоятельных решений в профессиональной деятельности;
— ознакомление с технологическим процессом горячей объемной штамповки при изготовлении поковки на кривошипном горячештамповочном прессе с методикой расчетов заготовки и штампа.
2.1. Теоретический материал
Горячая объемная штамповка – технологический процесс изготовления поковки в специальном инструменте — штампе путем пластической деформации исходной заготовки (проката из стали).
Он состоит из следующих основных операций (рис.1)
Резка проката на мерные заготовки на пресс-ножницах.
Нагрев заготовки в электрических или пламенных печах для повышения пластичности и уменьшения усилия, необходимого для деформирования.
Осадка заготовки (увеличение диаметра за счет уменьшения высоты).
Штамповка в открытом штампе. Штампы бывают открытые и закрытые. Открытые имеют по максимальному размеру поковки полость (облойную канавку), в которую выдавливается избыток металла, образующий облой; закрытые требуют безокислительного нагрева и точного соответствия объемов заготовки и поковки, в них облойная канавка отсутствует. В серийном производстве обычно применяют открытые штампы.

На пресс-ножницах в электрических печах осадка заготовки
Штамповка обрезка облоя поковки от окалины в открытом штампе и прошивка отверстия в дробометном барабане
Рис. 1. Схема технологического процесса объемной штамповки
Обрезка облоя и прошивка отверстия. Осуществляется на обрезном прессе в горячем или холодном состоянии с помощью обрезного штампа. Обрезной штамп состоит из матрицы и пуансона для обрезки облоя и стойки для прошивки отверстия.
Термообработка (нормализация или отжиг для повышения пластичности и обрабатываемости резанием).
Очистка поверхности от окалины, например, в дробометном барабане.
Заготовка от операции к операции перемещается с помощью специальных механизмов, автоматов, роботизированных систем. Обрезка облоя и прошивка отверстия, термообработка, очистка от окалины – отделочные операции объемной штамповки.
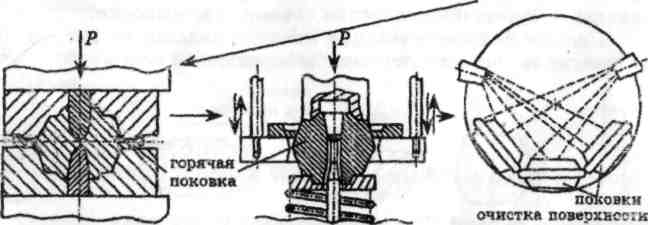
Процесс формообразования поковки показан на рис.2. Он происходит за счет пластической деформации.

Рис.2. Процесс формообразования поковки
Осадка – операция перед штамповкой для приближения диаметра исходной заготовки к диаметру изделия (увеличение диаметра за счет уменьшения высоты), а также для разрушения и удаления окалины (пленки оксидов железа) с поверхности нагретой заготовки.
Поковка – изделие, получаемое в штампе, по конфигурации и размерам близкое к детали; отличается от нее припусками, уклонами на вертикальные поверхности для свободного извлечения поковки из штампа, а также радиусами закругления для уменьшения внутренних напряжений и избежания возникновения дефектов.
Горячая поковка – поковка при температуре штамповки. Отличается увеличением размеров за счет термического расширения стали. По ее размерам изготавливают ручьи штампа.