

2.3. Порядок выполнения работы
В соответствии с заданием (табл.1) вычертить эскиз детали с указанием числовых величин линейных размеров и шероховатости, строго соблюдая соотношение между линейными размерами. Под эскизом указать объем, массу и материал детали.
Штамповку осуществляют на кривошипных горячештамповочных прессах (КГШП), схема которого представлена на рис.4.
Усилие КГШП можно определить по массе поковки (табл.2).
В соответствии с ГОСТ 7505-89, масса М круглой в плане поковки определяется из выражения
М = 1,6m,
где m – масса детали, кг
Таблица 2
Ориентировочные данные для выбора усилия пресса Р
в зависимости от массы поковки М
Номинальное усилие пресса Р, кН |
6300 |
10000 |
16000 |
20000 |
25000 |
31500 |
40000 |
Масса поковки М, кг |
до 0,5 |
0,5-2 |
2-3 |
3-8 |
8-12 |
12-20 |
20-25 |
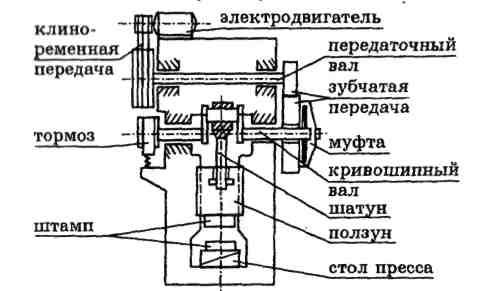
Рис.4. Кинематическая схема КГШП
Последовательность разработки чертежа поковки
1. Выбрать плоскость разъема штампа (рис.5) исходя из условия свободного удаления из него поковки и возможности получения минимальных уклонов. Для деталей типа шестерни плоскость разъема назначают на ½ высоты фланца, а при его отсутствии – на ½ высоты детали.
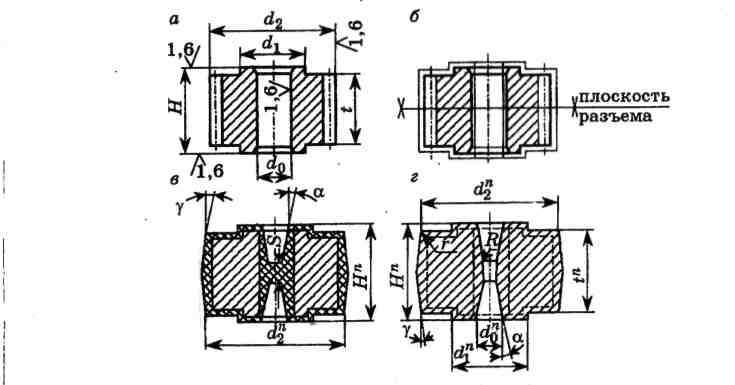
Рис.5. Последовательность разработки чертежа поковки
2. Определить припуски на механическую обработку, предварительно определив группа стали (М); степень сложности (С); класс точности (Т) поковок.
Группа М1 – это стали с массовой долей углерода до 0,35% включительно, легирующих элементов – до 2,0% включительно;
группа М2 – соответственно свыше 0,36% до 0,65% углерода и легирующих элементов - свыше 2,0 до 5,0%;
группа М3 – свыше 0,65% углерода и свыше 5,0% легирующих элементов.
Степень сложности поковки (С1, С2, С3 и С4) определяется отношением ее объема к объему фигуры Vф, в которую вписывается форма поковки: С = Vп / Vф. Например, для зубчатого колеса
Vп = 1,6 Vд,
где Vд – объем детали.
Объем
![]()
где d2 – наружный диаметр шестерни, мм; Н — высота ступицы, мм.
Степень сложности поковки будет: С1, если отношение Vп / Vф свыше 0,63; С2 – если оно находится в пределах 0,32-0,63; С3 - если Vп / Vф в пределах 0,16-0,32; С4 - Vп / Vф до 0,16 включительно.
При штамповке на КГШП в открытых штампах (облойная штамповка) получают поковки следующей точности:
Т3 – поковка круглая в плане типа шестерня; факторы: М1, М2, С1, С2; нагрев индукционный; предусмотрена осадка исходной заготовки;
Т4– поковка круглая в плане типа шестерня; факторы: М1, М2, С2, С3; нагрев – в пламенных печах; предусмотрена осадка заготовок для удаления окалины;
Т5–поковка сложной формы выдавливанием из труднодеформируемого металла; нагрев – в пламенных печах.
Исходный индекс определяется по табл.3. После этого с учетом номинальных линейных размеров детали и шероховатости поверхностей по табл.4 определяют основные припуски на механическую обработку (на сторону).
Пример 1. Определение припуска на поверхность А (рис.1)
Условные данные: исходный индекс – 13 (табл.3); номинальная толщина фланца детали t = 60 мм; шероховатость поверхности А равна 12. Этим данным по табл. 4 соответствует основной припуск П1=1,7 мм. Так как шероховатость другой поверхности фланца также равна 12,5, то припуск и на эту поверхность составляет П1=1,7 мм.
Номинальная толщина фланца поковки tп = t + 2П1 = 60 + 21,7 = 63,4 мм. Так как номинальные линейные размеры округляются до 0,5 мм получим tп = 63,5 мм
Пример 2. Определение припуска на поверхность В (рис.1)
Условные данные: исходный индекс – 13; внутренний номинальный диаметр ступицы детали d0 = 40 мм; шероховатость поверхности В равна 0,8 мкм. По табл. 4 назначаем на сторону припуск П2 = 2,0 мм.
Номинальный
внутренний диаметр поковки
![]()
Таблица 3
Определение исходного индекса
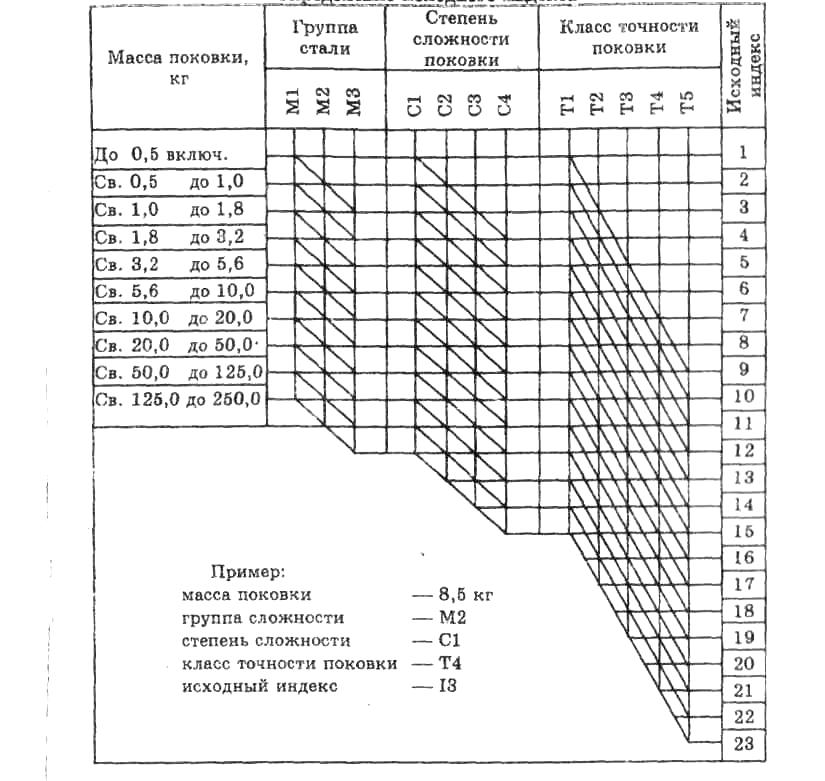
Таблица 4
Припуски на механическую обработку, мм
-
Исходный индекс
Толщина детали (t)
до 25
25-40
40-63
63-100
100-160
160-250
свыше 250
Длина, ширина, диаметр, глубина и высота детали
до 40
40-100
100-160
160-250
250-400
400-630
630-1000
1000-1600
1600-2500
Параметр шероховатости поверхности детали Ra, мкм
100-12,5
10-1,6
1,25-0,8
100-12,5
10-1,6
1,25-0,8
100-12,5
10-1,6
1,25-0,8
100-12,5
10-1,6
1,25-0,8
100-12,5
10-1,6
1,25-0,8
100-12,5
10-1,6
1,25-0,8
100-12,5
10-1,6
1,25-0,8
100-12,5
10-1,6
1,25-0,8
100-12,5
10-1,6
1,25-0,8
1
0,4
0,6
0,7
0,4
0,6
0,7
0,5
0,6
0,7
0,6
0,8
0,9
0,6
0,8
0,9
-
-
-
-
-
-
-
-
-
-
-
-
2
0,4
0,6
0,7
0,5
0,6
0,7
0,6
0,8
0,9
0,6
0,6
0,9
0,7
0,9
1,0
0,8
1,0
-
-
-
-
-
-
-
-
-
-
3
0,5
0,6
0,7
0,6
0,8
0,9
0,6
0,8
0,9
0,7
0,9
1,0
0,8
1,0
1,1
0,9
1,1
1,2
1,0
1,3
1,4
-
-
-
-
-
-
4
0,6
0,8
0,9
0,6
0,8
0,9
0,7
0,9
1,0
0,8
1,0
1,1
0,9
1,1
1,2
1,0
1,3
1,4
1,1
1,4
1,5
-
-
-
-
-
-
5
0,6
0,8
0,9
0,7
0,9
1,0
0,8
1,0
1,1
0,9
1,1
1,2
1,0
1,3
1,4
1,1
1,4
1,5
1,2
1,5
1,6
1,3
1,6
1,8
-
-
-
6
0,7
0,9
1,0
0,8
1,0
1,1
0,9
1,1
1,2
1,0
1,3
1,4
1,1
1,4
1,5
1,2
1,5
1,6
1,3
1,6
1,8
1,4
1,7
1,9
1,5
1,8
2,0
7
0,8
1,0
1,1
0,9
1,1
1,2
1,0
1,3
1,4
1,1
1,4
1,5
1,2
1,5
1,6
1,3
1,6
1,8
1,4
1,7
1,9
1,5
1,8
2,0
1,7
2,0
2,2
8
0,9
1,1
1,2
1,0
1,3
1,4
1,1
1,4
1,5
1,2
1,5
1,6
1,3
1,6
1,8
1,4
1,7
1,9
1,5
1,8
2,0
1,7
2,0
2,2
1,9
2,3
2,5
9
1,0
1,3
1,4
1,1
1,4
1,5
1,2
1,5
1,6
1,3
1,6
1,8
1,4
1,7
1,9
1,5
1,8
2,0
1,7
2,0
2,2
1,9
2,3
2,5
2,0
2,5
2,7
10
1,1
1,4
1,5
1,2
1,5
1,6
1,3
1,6
1,8
1,4
1,7
1,9
1,5
1,8
2,0
1,7
2,0
2,2
1,9
2,3
2,5
2,0
2,5
2,7
2,2
2,7
3,0
11
1,2
1,5
1,6
1,3
1,6
1,8
1,4
1,7
1,9
1,5
1,8
2,0
1,7
2,0
2,0
1,9
2,3
2,5
2,0
2,5
2,7
2,2
2,7
3,0
2,4
3,0
3,3
12
1,3
1,6
1,8
1,4
1,7
1,9
1,5
1,8
2,0
1,7
2,0
2,2
1,9
2,3
2,5
2,0
2,5
2,7
2,2
2,7
3,0
2,4
3,0
3,3
2,6
3,2
3,5
13
1,4
1,7
1,9
1,5
1,8
2,0
1,7
2,0
2,2
1,9
2,3
2,5
2,0
2,5
2,7
2,2
2,7
3,0
2,4
3,0
3,3
2,6
3,2
3,5
2,8
3,5
3,8
14
1,5
1,8
2,0
1,7
2,0
2,2
1,9
2,3
2,5
2,0
2,5
2,7
2,2
2,7
3,0
2,4
3,0
3,3
2,6
3,2
3,5
2,8
3,5
3,8
3,0
3,8
4,1
15
1,7
2,0
2,2
1,9
2,3
2,5
2,0
2,5
2,7
2,2
2,7
3,0
2,4
3,0
3,3
2,6
3,2
3,5
2,8
3,5
3,8
3,0
3,8
4,1
3,4
4,3
4,7
16
1,9
2,3
2,5
2,0
2,5
2,7
2,2
2,7
3,0
2,4
3,0
3,3
2,6
3,2
3,5
2,8
3,5
3,8
3,0
3,8
4,1
3,4
4,3
4,7
3,7
4,7
5,1
17
2,0
2,5
2,7
2,2
2,7
3,0
2,4
3,0
3,3
2,6
3,2
3,5
2,6
3,5
3,8
3,0
3,8
4,1
3,4
4,3
4,7
3,7
4,7
5,1
4,1
5,1
5,6
18
2,2
2,7
3,0
2,4
3,0
3,3
2,6
3,2
3,5
2,8
3,5
3,8
3,0
3,8
4,1
3,4
4,3
4,7
3,7
4,7
5,1
4,1
5,1
5,6
4,5
5,7
6,2
19
2,4
3,0
3,3
2,6
3,2
3,5
2,8
3,5
3,8
3,0
3,8
4,1
3,4
4,3
4,7
3,7
4,7
5,1
4,1
5,1
5,6
4,5
5,7
6,2
4,9
6,2
6,8
20
2,6
3,2
3,5
3,8
3,5
3,8
3,0
3,8
4,1
3,4
4,3
4,7
3,7
4,7
5,1
4,1
5,1
5,6
4,5
5,7
6,2
4,9
6,2
6,8
5,4
6,8
7,5
21
2,8
3,5
3,8
3,0
3,8
4,1
3,4
4,3
4,7
3,7
4,7
5,1
4,1
5,1
5,6
4,5
5,7
6,2
4,9
6,2
6,8
5,4
6,8
7,5
5,8
7,4
8,1
22
3,0
3,8
4,1
3,4
4,3
4,7
3,7
4,7
5,1
4,1
5,1
5,6
4,5
5,7
6,2
4,9
6,2
6,8
5,4
6,8
7,5
5,8
7,4
8,1
6,2
7,9
8,7
23
3,4
4,3
4,7
3,7
4,7
5,1
4,1
5,1
5,6
4,5
5,7
6,2
4,9
6,2
6,8
5,4
6,8
7,5
5,8
7,4
8,1
6,2
7,9
8,7
7,1
9,1
10
Таблица 5
Допуски и допускаемые отклонения линейных
размеров поковок, мм
Исходный индекс |
Наибольшая толщина поковки, мм |
|||||||||||||||||
До 40 |
40-63 |
63-100 |
100-160 |
160-250 |
Свыше 250 |
|||||||||||||
Длина, ширина, диаметр, глубина и высота поковки, мм |
||||||||||||||||||
До 40 |
40-100 |
100-160 |
160-250 |
250-400 |
400-630 |
630-1000 |
1000-1600 |
1600-2500 |
||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|||||||||
1 |
0,3 |
+0,2 |
0,4 |
+0,3 |
0,5 |
+0,3 |
0,6 |
+0,4 |
0,7 |
+0,5 |
|
|
|
|
||||
- 0,1 |
- 0,1 |
- 0,2 |
- 0,2 |
- 0,2 |
||||||||||||||
2 |
0,4 |
+0,3 |
0,5 |
+0,3 |
0,6 |
+0,4 |
0,7 |
+0,5 |
0,8 |
+0,6 |
0,9 |
+0,7 |
|
|
|
|||
- 0,1 |
- 0,2 |
- 0,2 |
- 0,2 |
- 0,2 |
- 0,2 |
|||||||||||||
3 |
0,5 |
+0,3 |
0,6 |
+0,4 |
0,7 |
+0,5 |
0,8 |
+0,6 |
0,9 |
+0,7 |
1,0 |
+0,7 |
1,2 |
+0,8 |
|
|
||
- 0,2 |
- 0,2 |
- 0,2 |
- 0,2 |
- 0,2 |
- 0,3 |
- 0,4 |
||||||||||||
4 |
0,6 |
+0,4 |
0,7 |
+0,5 |
0,8 |
+0,6 |
0,9 |
+0,7 |
1,0 |
+0,7 |
1,2 |
+0,8 |
1,4 |
+0,9 |
|
|
||
- 0,2 |
- 0,2 |
- 0,2 |
- 0,2 |
- 0,3 |
- 0,4 |
- 0,5 |
||||||||||||
5 |
0,7 |
+0,5 |
0,8 |
+0,6 |
0,9 |
+0,7 |
1,0 |
+0,7 |
1,2 |
+0,8 |
1,4 |
+0,9 |
1,6 |
+1,1 |
2,0 |
+1,3 |
|
|
- 0,2 |
- 0,2 |
- 0,2 |
- 0,3 |
- 0,4 |
- 0,5 |
- 0,5 |
- 0,7 |
|||||||||||
6 |
0,8 |
+0,6 |
0,9 |
+0,7 |
1,0 |
+0,7 |
1,2 |
+0,8 |
1,4 |
+0,9 |
1,6 |
+1,1 |
2,0 |
+1,3 |
2,2 |
+1,4 |
2,5 |
+1,6 |
- 0,2 |
- 0,2 |
- 0,3 |
- 0,4 |
- 0,5 |
- 0,5 |
- 0,7 |
- 0,8 |
- 0,9 |
||||||||||
7 |
0,9 |
+0,7 |
1,0 |
+0,7 |
1,2 |
+0,8 |
1,4 |
+0,9 |
1,6 |
+1,1 |
2,0 |
+1,3 |
2,2 |
+1,4 |
2,5 |
+1,6 |
2,8 |
+1,8 |
- 0,2 |
- 0,3 |
- 0,4 |
- 0,5 |
- 0,5 |
- 0,7 |
- 0,8 |
- 0,9 |
- 1,0 |
||||||||||
8 |
1,0 |
+0,7 |
1,2 |
+0,8 |
1,4 |
+0,9 |
1,6 |
+1,1 |
2,0 |
+1,3 |
2,2 |
+1,4 |
2,5 |
+1,6 |
2,8 |
+1,8 |
3,2 |
+2,1 |
- 0,3 |
- 0,4 |
- 0,5 |
- 0,5 |
- 0,7 |
- 0,8 |
- 0,9 |
- 1,0 |
- 1,1 |
||||||||||
9 |
1,2 |
+0,8 |
1,4 |
+0,9 |
1,6 |
+1,1 |
2,0 |
+1,3 |
2,2 |
+1,4 |
2,5 |
+1,6 |
2,8 |
+1,8 |
3,2 |
+2,1 |
3,6 |
+2,4 |
- 0,4 |
- 0,5 |
- 0,5 |
- 0,7 |
- 0,8 |
- 0,9 |
- 1,0 |
- 1,1 |
- 1,2 |
||||||||||
10 |
1,4 |
+0,9 |
1,6 |
+1,1 |
2,0 |
+1,3 |
2,2 |
+1,4 |
2,5 |
+1,6 |
2,8 |
+1,8 |
3,2 |
+2,1 |
3,6 |
+2,4 |
4,0 |
+2,7 |
- 0,5 |
- 0,5 |
- 0,7 |
- 0,8 |
- 0,9 |
- 1,0 |
- 1,1 |
- 1,2 |
- 1,3 |
||||||||||
11 |
1,6 |
+1,1 |
2,0 |
+1,3 |
2,2 |
+1,4 |
2,5 |
+1,6 |
2,8 |
+1,8 |
3,2 |
+2,1 |
3,6 |
+2,4 |
4,0 |
+2,7 |
4,5 |
+3,0 |
- 0,5 |
- 0,7 |
- 0,8 |
- 0,9 |
- 1,0 |
- 1,1 |
- 1,2 |
- 1,3 |
- 1,5 |
||||||||||
12 |
2,0 |
+1,3 |
2,2 |
+1,4 |
2,5 |
+1,6 |
2,8 |
+1,8 |
3,2 |
+2,1 |
3,6 |
+2,4 |
4,0 |
+2,7 |
4,5 |
+3,0 |
5,0 |
+3,3 |
- 0,7 |
- 0,8 |
- 0,9 |
- 1,0 |
- 1,1 |
- 1,2 |
- 1,3 |
- 1,5 |
- 1,7 |
||||||||||
13 |
2,2 |
+1,4 |
2,5 |
+1,6 |
2,8 |
+1,8 |
3,2 |
+2,1 |
3,6 |
+2,4 |
4,0 |
+2,7 |
4,5 |
+3,0 |
5,0 |
+3,3 |
5,6 |
+3,7 |
- 0,8 |
- 0,9 |
- 1,0 |
- 1,1 |
- 1,2 |
- 1,3 |
- 1,5 |
- 1,7 |
- 1,9 |
||||||||||
14 |
2,5 |
+1,6 |
2,8 |
+1,8 |
3,2 |
+2,1 |
3,6 |
+2,4 |
4,0 |
+2,7 |
4,5 |
+3,0 |
5,0 |
+3,3 |
5,6 |
+3,7 |
6,3 |
+4,2 |
- 0,9 |
- 1,0 |
- 1,1 |
- 1,2 |
- 1,3 |
- 1,5 |
- 1,7 |
- 1,9 |
- 2,1 |
||||||||||
15 |
2,8 |
+1,8 |
3,2 |
+2,1 |
3,6 |
+2,4 |
4,0 |
+2,7 |
4,5 |
+3,0 |
5,0 |
+3,3 |
5,6 |
+3,7 |
6,3 |
+4,2 |
7,1 |
+4,7 |
- 1,0 |
- 1,1 |
- 1,2 |
- 1,3 |
- 1,5 |
- 1,7 |
- 1,9 |
- 2,1 |
- 2,4 |
||||||||||
16 |
3,2 |
+2,1 |
3,6 |
+2,4 |
4,0 |
+2,7 |
4,5 |
+3,0 |
5,0 |
+3,3 |
5,6 |
+3,7 |
6,3 |
+4,2 |
7,1 |
+4,7 |
8,0 |
+5,3 |
- 1,1 |
- 1,2 |
- 1,3 |
- 1,5 |
- 1,7 |
- 1,9 |
- 2,1 |
- 2,4 |
- 2,7 |
||||||||||
17 |
3,6 |
+2,4 |
4,0 |
+2,7 |
4,5 |
+3,0 |
5,0 |
+3,3 |
5,6 |
+3,7 |
6,3 |
+4,2 |
7,1 |
+4,7 |
8,0 |
+5,3 |
9,0 |
+6,0 |
- 1,2 |
- 1,3 |
- 1,5 |
- 1,7 |
- 1,9 |
- 2,1 |
- 2,4 |
- 2,7 |
- 3,0 |
||||||||||
18 |
4,0 |
+2,7 |
4,5 |
+3,0 |
5,0 |
+3,3 |
5,6 |
+3,7 |
6,3 |
+4,2 |
7,1 |
+4,7 |
8,0 |
+5,3 |
9,0 |
+6,0 |
10,0 |
+6,7 |
- 1,3 |
- 1,5 |
- 1,7 |
- 1,9 |
- 2,1 |
- 2,4 |
- 2,7 |
- 3,0 |
- 3,3 |
||||||||||
19 |
4,5 |
+3,0 |
5,0 |
+3,3 |
5,6 |
+3,7 |
6,3 |
+4,2 |
7,1 |
+4,7 |
8,0 |
+5,3 |
9,0 |
+6,0 |
10,0 |
+6,7 |
11,0 |
+7,4 |
- 1,5 |
- 1,7 |
- 1,9 |
- 2,1 |
- 2,4 |
- 2,7 |
- 3,0 |
- 3,3 |
- 3,6 |
||||||||||
20 |
5,0 |
+3,3 |
5,6 |
+3,7 |
6,3 |
+4,2 |
7,1 |
+4,7 |
8,0 |
+5,3 |
9,0 |
+6,0 |
10,0 |
+6,7 |
11,0 |
+7,4 |
12,0 |
+8,0 |
- 1,7 |
- 1,9 |
- 2,1 |
- 2,4 |
- 2,7 |
- 3,0 |
- 3,3 |
- 3,6 |
- 4,0 |
||||||||||
21 |
5,6 |
+3,7 |
6,3 |
+4,2 |
7,1 |
+4,7 |
8,0 |
+5,3 |
9,0 |
+6,0 |
10,0 |
+6,7 |
11,0 |
+7,4 |
12,0 |
+8,0 |
13,0 |
+8,6 |
- 1,9 |
- 2,1 |
- 2,4 |
- 2,7 |
- 3,0 |
- 3,3 |
- 3,6 |
- 4,0 |
- 4,4 |
||||||||||
22 |
6,3 |
+4,2 |
7,1 |
+4,7 |
8,0 |
+5,3 |
9,0 |
+6,0 |
10,0 |
+6,7 |
11,0 |
+7,4 |
12,0 |
+8,0 |
13,0 |
+8,6 |
14,0 |
+9,2 |
- 2,1 |
- 2,4 |
- 2,7 |
- 3,0 |
- 3,3 |
- 3,6 |
- 4,0 |
- 4,4 |
- 4,8 |
||||||||||
23 |
7,1 |
+4,7 |
8,0 |
+5,3 |
9,0 |
+6,0 |
10,0 |
+6,7 |
11,0 |
+7,4 |
12,0 |
+8,0 |
13,0 |
+8,6 |
14,0 |
+9,2 |
16,0 |
+10,0 |
- 2,4 |
- 2,7 |
- 3,0 |
- 3,3 |
- 3,6 |
- 4,0 |
- 4,4 |
- 4,8 |
- 6,0 |
||||||||||
3. Определить допуски
При штамповке однотипных поковок их размеры все же отличаются друг от друга. Эти отличия характеризуются отклонениями от номинальных размеров и регламентируются допуском на конкретный размер. Допуск – это алгебраическая сумма абсолютных значений верхнего (+) и нижнего (-) отклонений.
Допуски и допускаемые отклонения линейных размеров поковок назначаются в зависимости от исходного индекса и размеров поковки по табл.5. Допуск на толщину перемычек и высоту углублений не устанавливается. Внутренним диаметром углубления, имеющего уклоны, является наибольший диаметр. Допускаемые отклонения внутреннего диаметра поковки назначаются с обратным знаком.
Пример 3.
Толщина фланца поковки (см. пример 1) с
допускаемыми отклонениями обозначается
![]() мм, где 63,5 – номинальный размер; +1,8 –
верхнее (в большую сторону) отклонение
размера от номинального; -1,0 – нижнее
(в меньшую сторону) отклонение размера
от номинального, мм; допуск на размер
63,5 равен
мм, где 63,5 – номинальный размер; +1,8 –
верхнее (в большую сторону) отклонение
размера от номинального; -1,0 – нижнее
(в меньшую сторону) отклонение размера
от номинального, мм; допуск на размер
63,5 равен
![]()
Годными будут поковки, у которых толщина фланца находится в пределах (63,5+1,8)…(63,5-1,0)= 65,3 – 62,5мм.
Внутренний
номинальный диаметр поковки (см. пример
2) равен 36,0мм. Исходный индекс – 13.
согласно
табл. 5
внутренний
диаметр поковки с допускаемыми
отклонениями равен
![]()
4. Определить кузнечные напуски, которые могут быть образованы на поковке штамповочными уклонами, непробиваемой перемычкой в углублениях и радиусами закруглений внутренних углов.
Штамповочные уклоны не должны превышать значений, установленных в табл. 6. Допускаемые отклонения штамповочных уклонов устанавливаются в пределах ±0,25 их номинальной величины.
Таблица 6
Штамповочные уклоны
Оборудование |
Штамповочные уклоны, град |
|
на наружной поверхности |
на внутренней поверхности |
|
Прессы без выталкивателей Прессы с выталкивателями |
7 5 |
10 7 |
Углубление в
поковке выполняется
диаметром не менее 30 мм и глубиной до
0,8 от внутреннего диаметра поковки
![]() .
.
Перемычку (наметку под прошивку) можно определить по формуле
S = 0,1 ,
где S — толщина перемычки, мм.
Минимальные радиусы r закругления углов поковок устанавливается по табл.7.
Таблица 7
Минимальные радиусы закругления в ручьях штампа
Масса поковки, кг |
Глубина полости ручья штампа, мм |
|||
До 10 вкл. |
10-25 |
25-50 |
Свыше 50 |
|
До 1,0 включительно |
1,0 |
1,6 |
2,0 |
3,0 |
Свыше 1,0 до 6,3 |
1,6 |
2,0 |
2,5 |
3,6 |
Свыше 6,3 до 16,0 |
2,0 |
2,5 |
3,0 |
4,0 |
Свыше 16,0 до 40,0 |
2,5 |
3,0 |
4,0 |
5,0 |
Свыше 40,0 до 100,0 |
3,0 |
4,0 |
5,0 |
7,0 |
Свыше 100,0 до 250,0 |
4,0 |
5,0 |
6,0 |
8,0 |
Радиус закругления внутренних углов определяется из выражения R = 2,5r, мм и округляется до 0,5 мм.
5. Рассчитать размеры заготовки для получения поковки. При определении объема заготовки учитывают объем металла идущего на поковку, облой, перемычку и потери на угар.
Объем заготовки равен
V = (V1
+ V2
+ V3)
![]() ,
,
где V — объем исходной заготовки, см3; V1 , V2 , V3 — соответственно объемы поковки, облоя и перемычки, см3; — потери металла на угар, %.
Объем поковки
V1 = n Vд ,
где Vд — объем детали, см3; n — коэффициент, учитывающий увеличение объема детали на припуск (в среднем n = 1,6).
Потери на угар определяют в зависимости от метода нагрева заготовок и составляют от 0,3 до 1 % при нагреве в электронагревательных устройствах и пламенных печах с безокислительным нагревом и 2-3 % при нагреве в пламенных печах.
Объем облоя (избытка металла) равен
V2 = k Р Sк
где k = 0,5 — коэффициент заполнения металлом (облоем) облойной канавки;
Р — периметр поковки в плоскости разъема штампа, равный Р = d2П , см; d2П — наружный диаметр поковки, см; Sк — площадь поперечного сечения облойной канавки штампа Sк , см2
Облойные канавки штампов КГШП (рис.6) стандартизированы. Номер канавки с готовыми размерами выбирают после определения высоты мостика облоя по зависимости hk = 0,015 d2П , мм.
Полученное значение hk округляют до ближайшего из табл.8 и выбирают номер канавки с соответствующими размерами и площадью сечения Sк .
Таблица 8
Размеры заусенечной канавки
-
Номер канавки
hk
h1
b
b1
Площадь канавки штампа SK, см2
1
0,6
3
5
16
0,52
2
1
3
7
22
0,8
3
2
4
9
25
1,36
4
4
6
11
30
2,68
5
6
8
13
35
4,35
6
10
11
15
40
7,68
Объем перемычки равен
V3
=
 ,
,
где
![]() d
d![]() —
диаметр отверстия поковки, см; S
- толщина
перемычки (наметки под прошивку), см.
—
диаметр отверстия поковки, см; S
- толщина
перемычки (наметки под прошивку), см.
Исходя из объема заготовки находят диаметр заготовки
D = 1,08
![]() ,
мм
,
мм
где т = L/D.
Коэффициент т рекомендуют выбирать в пределах 1,5—2,8, ближе к 2,8 (т = 2,5) с тем, чтобы облегчить резку заготовок. При т > 2,8 возникает опасность искривления нагретой заготовки при штамповке.
Полученный диаметр округляют до ближайшего по ГОСТ 2590-88, мм: 5; 5,5; 6; 6,3; 6,5; 7; 8; 9; 10; 11... и т.д. до 48; 50; 62; 53; 54; 55; 56; 58; 60; 62; 63; 65; 67; 68; 70; 72; 75; 78; 80; 82; 85; 87; 90; 92; 95; 97; 100; далее увеличение на 5 мм до 200 и увеличение на 10 мм до 270 мм.
Исходя из выбранного по ГОСТу диаметра заготовки, определяют ее длину:
L = V/F = 4V/(n /D2гост), где F- площадь поперечного сечения заготовки, см2; Dгост — диаметр заготовки, выбранный в соответствии с ГОСТ 2690-88.
6. Рассчитать размеры осаженной заготовки. Диаметр заготовки после осадки находят из соотношения Doc d2пок — 10, где d2пок — максимальный диаметр поковки, мм.
Это позволяет после осадки заготовку разместить в ручье штампа. Высоту осаженной заготовки находят по формуле
Hос = Нзаг D2заг / D2ос.
7. Определить температурный режим под штамповку по таблице 9.
Верхнее значение температурного интервала соответствует температуре начала, нижнее — температуре окончания горячей штамповки.
Таблица 9
Температурные интервалы штамповки углеродистых
и легированных сталей
Марка стали
|
Температура начала ковки максимальная, °С |
Температуры конца ковки, °С |
Рекомендуемый интервал температур ковки, °С |
|
не выше |
не ниже |
|||
Ст. 0, 1, 2, 3 |
1300 |
800 |
700 |
1280-750 |
Ст, 4, 5, 6, 7 |
1250 |
850 |
750 |
1200-800 |
10,15 |
1300 |
800 |
700 |
1280-750 |
20, 25, 30, 35 |
1280 |
830 |
720 |
1250-800 |
40, 45, 50, 65 |
1240 |
870 |
760 |
1200-800 |
15Г, 20Г, 25Г, 30Г, 40Г, 45Г, 50Г |
1250 |
850 |
750 |
1280-800 |
60Г, 65Г |
1220 |
850 |
760 |
1200-800 |
15Х, 15ХД, 20Х, 30Х, 38ХЛ |
1250 |
870 |
760 |
1200-800 |
40Х, 45Х, 50Х |
1200 |
870 |
800 |
1130-830 |
40Г2, 45Г2.50Г2, 18ХГ |
1200 |
870 |
800 |
1180-830 |
18ХГТ, 40ХГ |
1200 |
850 |
780 |
1180-800 |
38ХС, 40ХС, 35ХГ2 |
1200 |
870 |
800 |
1150-830 |
15ХМ |
1230 |
850 |
780 |
1200-800 |
ЗОХМ, ЗОХМА, 35ХМ |
1220 |
880 |
830 |
1180-850 |
20ХГ, 40ХФА, 15НМ, 20НМ |
1240 |
850 |
760 |
1200-800 |
40ХН, 45ХН, 50ХН, 45Х2Н4 |
1200 |
870 |
780 |
1180-830 |
12ХН2, 12ХНЗА |
1200 |
870 |
780 |
1180-800 |
20ХГСА |
1200 |
870 |
800 |
1160-830 |
ЗОХТС, ЗОХТСА, 35ХГСА |
1180 |
870 |
800 |
1140-830 |
40ХНМА |
1180 |
900 |
800 |
1160-850 |
Продолжительность и скорость нагрева и охлаждения назначают исходя из марки стали и размера заготовки. Продолжительность выдержки обычно берут из расчета 1 мин на 1 мм условной толщины. Для легированных сталей скорость нагрева и охлаждения до 550—600°С должна быть медленной (15—50°С/мин). Для углеродистых и легированных сталей при температуре свыше 550—600°С скорость нагрева следует принимать максимально возможной.
Основными видами дефектов и брака при нагреве является образование окалины, обезуглероживание, недогрев и некоторые виды перегрева металла.
Образование окалины — окисление металла кислородом воздуха при нагреве свыше 570 °С.
Обезуглероживание поверхностного слоя — выгорание части углерода при высоких температурах.
Недогрев приводит к снижению пластичности по сечению (сердцевина заготовки имеет более низкую пластичность, чем наружные слои).
Перегрев — интенсивный рост зерна при температурах, близких к линии солидус. Перегретый металл имеет крупнозернистую структуру, что снижает пластичность. Данный дефект исправляется отжигом.
Пережог — окисление по границам зерен при температуре близкой к линии солидус. Это неисправимый брак.
8. Рассчитать размеры ручья штампа по размерам горячей поковки. Точный ее размер с учетом усадки равен D = d2пок (1 + t), где d2пок — размер холодной поковки, мм; - коэффициент расширения металла поковки (при усадке 1,5 % равен 15 10-5 ), t — температура конца штамповки.
Конструирование штампа следует выполнять, выбрав нормализованную призматическую вставку (рис.7, табл.10) исходя из размеров зеркала вставки В L1 , в которую должна вписываться окружность диаметром D (максимальный диаметр горячей поковки, мм): В = D+40.
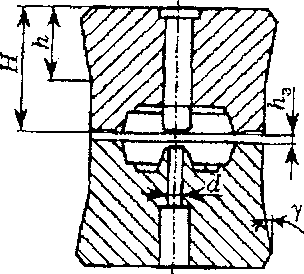
Таблица 10
Размеры нормализованных призматических вставок, мм
Н |
L1 |
L |
В |
h |
Y, градус |
100 |
180 |
200 |
80 110 150 300 |
81,5 |
16 |
230 |
250 |
100 140 190 380 120 180 |
|||
125 |
294 |
320 |
240 |
106,5 |
20 |