

По этапам контроля
- Входной контроль– контроль качества материальных ресурсов, поступающих на предприятие
- Промежуточный (операционный) контроль – контроль качества продукции на различных стадиях производственного процесса (заготовительной, обрабатывающей, сборочной)
- Выходной контроль– контроль качества готовой продукции
По полноте охвата
Сплошной контроль – контроль качества каждого изделия
Выборочный контроль– контроль качества отдельных изделий
Сплошной контроль является наиболее достоверным, но его применение ограничивается по следующим причинам:
потеря изделиями его свойств в результате контроля (испытание изделия на прочность, надежность и т.п.)
неэкономичность. Трудоемкость проведения сплошного контроля ведет к существенному росту себестоимости продукции. Поэтому при выборе метода контроля следует руководствоваться сопоставлением затрат, связанных с проведением контроля, и затрат (или потерь), которые несет предприятие при выпуске некачественной продукции.
Статистические методы контроля качества продукции (СКК) впервые возникли в США (докт. ШУХАРТ, 30-е годы). Карты статистического контроля.
В Японии получили распространение в 50-е годы, благодаря циклу лекций, прочитанных докт. ДЕМИНГОМ (США).
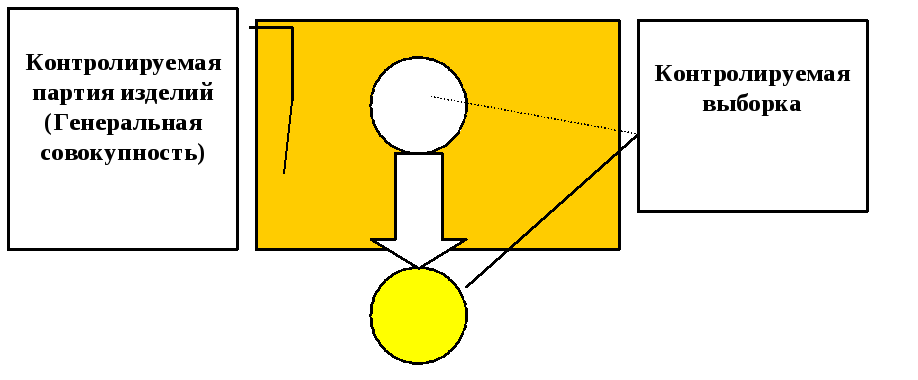
Сущность статистических методов контроля
Качество партии изделий оценивается по качеству контрольной выборки из этой партии. При этом, если качество контролируемой выборке удовлетворяет заранее установленному уровню качества (меньше приемочного числа, т.е. максимального количества бракованных изделий в выборке, при которой партия принимается), то контролируемая партия считается качественной. Если же качество контролируемой выборке не удовлетворяет заранее установленному уровню качества (больше браковочного числа, т.е. минимального количества бракованных изделий в выборке, при которой партия бракуется), то вся контролируемая партия бракуется.
Недостаток:
При СКК допустимый уровень качества определяется количеством изделий, прошедших контроль. Как правило, минимально приемлемый уровень, при котором партия принимается устанавливается на уровне от 0,5 до 1% изделий.
Для компаний, выпускающих продукцию только высшего качества, этот уровень является недостаточным и они стремятся довести этот показатель до уровня одного бракованного изделия на миллион. А некоторые компании (Тойота) ставят перед собой задачу достигнуть 100% уровень качества продукции, т.е. свести брак к нулю.
Довод: Хотя Тойота и выпускает миллионы автомобилей, каждый покупатель приобретает один. Если в нем имеются дефекты, то покупатель считает, что его покупка – это металлолом, и не поделится этим со своими знакомыми.